
Research Article | DOI: https://doi.org/10.31579/2637-8914/035
1 Dairy Science and Technology Research Department, Food Technology Research Institute, Agriculture Research Centre, Giza12619Egypt.
2 Horticulture Crops Research Department, Agriculture Research Centre, Giza 12619, Egypt.
3 College of Food Science and Technology and MOE Key Laboratory of Environment Correlative Dietology, Huazhong Agricultural University, Wuhan 4 30070, China .
4 Department of Dairy Science, Faculty of Agriculture, Suez Canal University, Ismailia 41522, Egypt
5 State Key Laboratory of Food Science and Technology, School of Food Science and Technology, Jiangnan University, Wuxi, 214122, Jiangsu, PR China
6 Faculty of Agrarian Science, Federal University of Amazonas, Manaus, AM, Brazil
*Corresponding Author: Amr M Bakry, College of Food Science and Technology and MOE Key Laboratory of Environment Correlative Dietology, Huazhong Agricultural University, Wuhan, China. Department of Dairy Science, Faculty of Agriculture, Suez Canal University, Ismailia, Egypt
Citation: Abeer F Zayan., Amr M Bakry., Tamer S AbdulAlim., Radwan H M M., Abouelnaga, et al (2021). Novel Processed Cheese Production Using Lycopene Oil Obtained By Green-Extraction Technique of Tomato Peels Waste. J. Nutrition and Food Processing, 4(1); DOI:10.31579/2637-8914/035
Copyright: © 2021 Amr M Bakry, This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Received: 13 December 2020 | Accepted: 06 February 2021 | Published: 20 February 2021
Keywords: processed cheese; green extract; phenolic content; sensory evaluation; lycopene
Extracted lycopene oil of tomato peels waste using green-extraction technique may be used as a convenient alternative to butter in processed cheese manufacturing. The effects of partial substitution of butter by lycopene oil at ratio of 25%, 50%, and 75% were evaluated, in comparison with cheeses produced only with butter. The substitution of butter by lycopene oil increased dry matter, ash, lycopene content, antioxidant activity, meltability and sensorial characteristics of processed cheese. While, the firmness value was decreased with increasing level of incorporated lycopene oil. The present study displays that the substitution of butter by lycopene oil obtained by green-extraction technique of tomato peels waste in processed cheese can be used as a substitute process for decreasing saturated fats in dairy products with keeping other desired characteristics of the product.
Running head: processed cheeses
Graphical Abstract
Processed cheese is one of the best important sources of calcium and protein in dairy products as well as other nutrients such as minerals and vitamins. It is characterized by a high degree of stability and decreased need to cooling during storage [1, 2]. Processed cheese spreads are composed of various components generally made from a mixture of dairy, for example, butteroil, cream, butter, dried milk, caseinates and dried whey protein and dairy-free components and added substances, for example, colorants and hydrocolloids [3]. Besides, the emulsifying salts, for example, sodium lactate, calcium lactate, sodium citrates, potassium citrates, calcium citrates, sodium phosphates, potassium phosphates, diphosphates and polyphosphates are among the main components of processed cheeses production [3]. Frequently, the manufacturers are looking for novel methods to increase the function characteristics of the processed cheese products in order to increase consumer acceptance of these products [2].
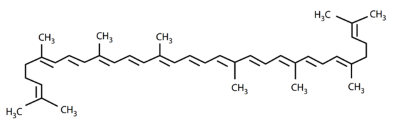
Tomatoes, Lycopersicon esculentum, are one of the biggest crops around the world in terms of consumption. Nearly, more than one hundred million tons of tomatoes fruits produced every year all over the world [4]. During manufacturing process of tomato products such as purees, pastes, juices, canned tomatoes and sauces, a tremendous amounts of waste named as tomato pomace such as peels, pulp and tomato seeds are produced [5]. The tomato pomace is considered as non-important waste, which causes a serious environmental issue when disposed of [6]. However, this waste is a rich source of various valuable bioactive compounds such as lycopene, polyphenols, ascorbic acid, terpenes, β carotene, sterols and tocopherols [7]. Out of all these various bioactive compounds, lycopene is by far the most important among them which is considered not manufactured dye that pays the red color to the vegetables and fruits [8]. It can be used in food industry as natural coloring substance in order to avoid the harmful effects of artificial food colorants. Lycopene (C40 H56) is a component which having an open-chain structure, open-chain polyene hydrocarbon with thirteen double covalent bonds, out of which eleven are integrated in a linear order (Figure. 1) [8].
Materials
Ras cheese (1 month old), fresh kariesh cheese and fresh butter were brought from Dairy Department, Faculty of Agriculture, Cairo University, Egypt. Cheddar cheese (ripened for 8 months) was brought from International Company for Dairy & Food products “Milky Land”, the 10th Ramadan City, Egypt. Skim milk powder (SMP) was purchased from Bob's Red Mill Natural Foods, Milwaouke, USA. Emulsifying salts (disodium phosphate and sodium citrate) were provided from El Gomhoureya Co. For Trading Drugs and Medical Supplies, El Amiryah, Cairo, Egypt. Shortening was purchased from Musim Mas Holding, West-Singapore. Tomato peels were obtained from Kaha Company For Preserved Foods, Qalubiya, Egypt.
Lycopene oil preparation using green-extraction technique
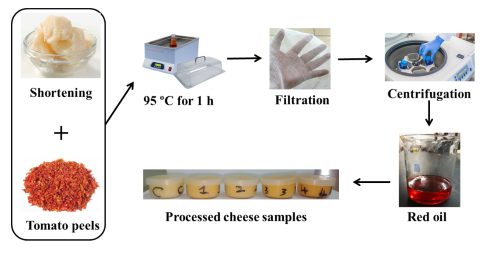
The lycopene oil was extracted from industrial waste of tomato peels according to the method of Chen and Meyers [25] with modifications. In brief, the tomato peel wastes were washed carefully with water. The tomato peels with an initial moisture content of 83% were then mixed into melted shortening (1:2) and heated in hot bath of water at 95 ºC for 1 h. Then, the melted mixture was filtered using a muslin cloth, followed by centrifugation at 3000 ×g for 5 min. Afterward, the lycopene oil from the supernatant was separated (Figure. 2) and kept under -18 ºC until further use.
Processed Cheese Manufacture
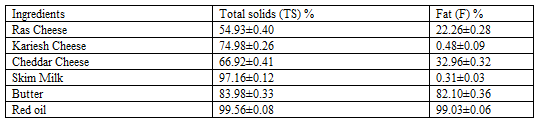
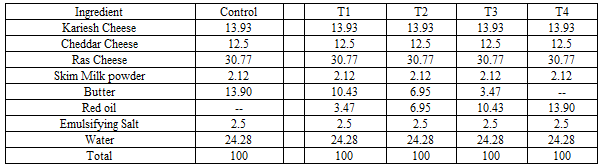
Processed cheese spreads were manufacture according to Guinee [26] with a few minor modifications. Briefly, Kariesh cheese, Cheddar cheese, Ras cheese, butter and SMP were mixed with emulsifying salts (disodium phosphate and sodium citrate) in addition to water which prepared in the processing kettle in order to set the moisture content at approximately 45±1%. The mixture was cooked by direct steam injection heater to 90-95 ºC at a pressure of 1.5 bar and kept under agitation for 8 min. After cooking, the samples were then transferred into circular airtight plastic containers (diameter 45 mm × height 25 mm) with plastic cover and rapidly cooled at 6±1 ºC. The chemical composition of the materials used in manufacture of processed cheese spreads is given in Table 1.
The samples were of five varieties, including processed cheese without added lycopene oil (control), with partial substitution of butter by lycopene oil at ratio of 25% (w/w; T1), 50% (w/w; T2), 75% (w/w; T3), and with total substitution of butter by lycopene oil (T4). The formulation of the processed cheese spreads preparation is given in Table 2. All samples were analyzed after 0, 1, 2 and 3 months of storage at 6±1 and 25±1 ºC.
The samples were of five varieties, including processed cheese without added lycopene oil (control), with partial substitution of butter by lycopene oil at ratio of 25% (w/w; T1), 50% (w/w; T2), 75% (w/w; T3), and with total substitution of butter by lycopene oil (T4). The formulation of the processed cheese spreads preparation is given in Table 2.
Basic physicochemical characterization of processed Cheese
In order to prepare the sample for analysis, ten grams of cheese samples were mixed well with 90 mL of distilled water. The pH values were then measured using a digital pH meter (Mettler Toledo, Shanghai, China). Moisture, ash, protein and fat of cheese samples were measured according to AOAC [27]. Moisture content was measured gravimetrically by drying 3 g of each sample by oven-drying at 105 °C to fixed weight. Ash content was measured by burning 3 g of each sample in a furnace at 550 °C until fixed weight. Protein content was measured by Kjeldahl using a nitrogen-to-protein conversion factor of 6.38. Fat was measured according to the Gerber method.
Measurement of antioxidant activity of processed cheese
Total phenolic content (TPC) of specimens was measured by using Folin-Ciocalteu method described by López-García, Cilla [28], with some modifications. The samples were prepared by adding ethanol (95%) for 3 days at room temperature. In short, 0.75 ml of Folin–Denis reagent (ten-fold dilution) was blended with 0.1 ml of specimen. The mixture was incubated at room temperature for 5 min and 0.75 ml solution of sodium carbonate (2%) was then added to it. After another 15 min of incubation at room temperature, the absorbance of the mixture was then measured at 760 nm. Results were specified as milligram of Gallic acid equivalent (GAE) per 100 ml of specimen. Using 8-80 µg/ml Gallic acid aqueous solutions, the calibration curve was conducted.
The free radical scavenging activity (Antioxidant activity) of the samples was examined by 1,1-diphenyl-2-picrylhydrazyl (DPPH) via the technique of Brand-Williams, Cuvelier [29]. The samples were prepared by adding 95% methanol for 19 h at room temperature. Antioxidant solution in methanol (0.1 mL) was added to 3.9 mL of a 6 × 105 mol/L methanol DPPH solution. Before left the mixture in the darkness for 30 min at room temperature, it was mixed forcibly. Thereafter, using a spectrophotometer (Shimadzu Co., Ltd., Japan) at 515 nm, the quantity of the residual DPPH in each time of stop was examined. All measurements were implemented in triplicate and expressed as the percentage of the DPPH radical inhibition (DRI) and the equation used to measure it is as follows:
DRI (%) = [ Abc - AbsAbc

] × 100 (1)
While, the Abc is the control absorbance (pure DPPH solution), the Abs is the test sample absorbance (DPPH solution plus test sample).
Measurement of lycopene content
Lycopene content was determined according to Davis, Fish [30]. In short, about 0.6 g of two samples (replicated) was weighed from each puree into two amber glass screw top vials (40 mL) and then 10 mL of hexane with 5 mL of ethanol (95%) were added. Thereafter, using a magnetic stirring plate, samples were stirred well during sampling. The samples were then placed in ice on orbital shaker (ZheJiang HuaWei Scientific Instrument Co., Zhe Jiang, China) at 175 rpm for 20 min in order to extract the lycopene from the samples. A 3 mL of distilled water was then added to each vial with shaking for an extra 4 min in ice. To allow for separation of phase, the samples were left at room temperature for 10 min. Finally, the absorbance of upper layer of hexane was measured at 503 nm. Based on weight of sample, the lycopene content was calculated.
Determination of firmness
Firmness test was performed using a TMS-Pro Texture Analyzer (FTC, Virginia, USA) at a constant speediness of 60 mm/min to a depth of 10 mm beneath the suspension surface. The trigger force was 0.1 N and deformation profile was 30%. Compression mode was used with cylinder penetrometer probe (45 mm diameter x 25 mm height) to measure the firmness of the cheese.
Meltability
Meltability of cheese samples was measured according to Savello, Ernstrom [31] with few modifications. Briefly, cheese sample (15 g) was weighed into the melting glass tubes (cylinder of glass, 25 cm long × 3 cm diameter × glass thickness 0.8 mm, supplied with rubber stopper at both parties). The reference lines were scratched on one side of the glass tubes and then were left upright in an ice bath for 40 min. After that, the tubes were placed horizontally in a rack and moved into an oven set at 105 °C for 10 min. The rack was removed and tended at 45 ° to break the cheese flow. The distance from the edge of the melted sample to the reference line was recorded in in millimeters and recorded as "cheese flow."
Determination of oil loss amount
The oil lost quantity was measured gravimetric analysis according to [32]. Cheese Sample (5 mm height × 22 mm diameter) was weighed and placed on Whatman no.4 circular filter paper (150 mm diameter) which pre-weighed and kept at 5±1 °C. In order to get a true and accurate result and due to the changes in humidity, the empty filter papers (blank) were used. The filter papers were weighed until constant weight and the oil lost quantity (%) was measured by the following equation:
The oil lost quantity (%) =[(Wm-Wi) – (Wb1-Wb2)] / Ws ×100

where Wm is the last weight of the filter paper after oil migration, Wi is the initial weight of the filter paper (before putting the sample), Wb1 is the last blank weight, and Wb2 is the initial blank weight.
Sensory evaluation
Sensory analysis of tomato process cheese spread was assessed according to Bandyopadhyay, Chakraborty [33] with few modifications. Sensory evaluation was performed by a group of 10 qualified panelists consisted of female and male aged between 26 until 70 years old (department of dairy science, the food technology research institute). We asked the panelists to assess the samples for satisfactoriness of appearance, color, texture and flavor via scoring the samples from 1 to 5.
Statistical analysis
An analysis (one-way) of variance was performed to make a comparison of means among groups using generalized linear model. Duncan’s multiple comparison tests were selected to determine the significant level of lycopene oil mixing on the chemical and physical properties of red processed cheese spreads samples at p < 0.05 using SAS (version 9.3 TS Level 1M2, SAS Institute Inc., Cary, NC, USA). All experiments were performed in three replicates.
Green extraction of lycopene with shortening oil as solvent by heat
The green extraction of lycopene technique has conveyed advantages related to the standards of green extraction such as plant/crop-based renewable resources (tomato peels), substitute for petroleum solvent (shortening), reducing electricity use, time-saving and cost reduction, bio-refining (utilization of by-products by treatment of waste), small processing unit with smaller solo processes (two stages) and production of a non-changed environment-friendly product without pollutions (fortified oil). It was proved that the edible vegetable oil has the ability to be used as an alternative or co-solvent in extracting the required ingredients [34]. The green extraction technique of lycopene at a tomato peels to oil ratio of 1:2 (w/w) resulted in high extraction of lycopene content (839 mg/100g). This can regarded to oil act as solvent of carotenoids and lipophilic interaction activity of lycopene content in broken down of skin cell wall by effect of heat treatment which reduce the bonding forces between lycopene and tissue network that result in release of the lycopene into medium (shortening).
Sachindra and Mahendrakar [20] showed that carotenoid concentration in sunflower oil depended on the effect of temperature and time of heating waste at a waste to oil ratio of 1:2 which indicated that the concentration level of carotenoid raised up when the temperature raised up to 70 °C, while the rate of increasing carotenoid content was minimal above a heating time of 150 min. Machmudah, Zakaria [35] illustrated that the ideal processing recognized to remove lycopene from tomato skin was 40 MPa, 90 °C, and a ratio of tomato peel to seed of 37/63 in order to reach 56% of lycopene extraction. The used of tomato seed oil assisted to amend the retrieval of lycopene from 18% to 56% because the presence of seed oils act as co-solvent to recover lycopene and increase the yield.
Chemical Composition of red processed cheese spreads
Usually, process cheese ingredients depended on Egyptian standard specification and the kind of intended use that the processed cheese will be targeted for. The final functional characteristics of the processed cheese are affected according to its various chemical and structural characteristics. Table 3 shows the chemical composition of red processed cheese spreads. It was observed that there is a slight increasing of dry matter (DM), ash and lycopene in all treatments as the level of replacement increased as T4 gained the highest level 44.57%, 5.30 % and 112.30 mg/100g respectively. In contrast, a small drop in fat was observed in all samples especially T3 and T4 samples. Increasing of DM, ash and lycopene could be due to the using the lycopene oil enriched with lycopene 839 mg/100g. While control sample has the maximum content of fat and fat/dry matter however, it had the lowest total protein and ash levels than other samples. The increasing in the lycopene and ash content could be due to rising in substituted oil which is enriched with lycopene as Al-Wandawi, Abdul-Rahman [36] stated that tomato skin holds great percentage of lycopene offset by a low ratio in tomato seeds and pulp. The major content of lycopene was incorporated in the skin and water insoluble section of the tomato pulp [37].

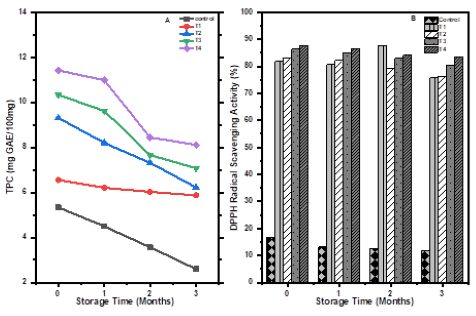
TPC and antioxidant activity changes in red processed cheese spreads during cold storage
The accumulation of phenolic in epidermis (primary dermal tissues) of skin due to their possible function in preservation against UV waves, to perform as capture in fruit dispersal, and as protect chemical compounds against predators, parasitoids and pathogens [38]. The antioxidant constituent (Phenolic & flavonoids) that come out of waste products of the plant processing could be employed for level up the stability of products by inhibition the oxidative degradation of fats and for protecting against oxidative deterioration in living systems by scavenging oxygen free radicals as well [39, 40]. As shown in Fig. 3, TPC of fresh samples was ranged from 6.55 to 11.42 mg GAE/100g that higher than control 5.33 mg GAE/100 g. The presence of antioxidant activity and phenolic compounds of control sample is a result to the bioactive peptides content [41] and a lot of free amino acids, mostly methionine, tryptophan and tyrosine [42]. However, the increase in TPC of treatments is attributed to enriched oil with tomato skin extract which contained flavonoids (Quercetin, Kaempafrol and naringenin) and hydroxycinnamic acids (caffeic, chlorogenic, ferulic and p-cumaric acids) [43, 44]. As presented in Fig. 3, the antioxidant activity was increased by increasing lycopene oil level (enriched with lycopene and phenolic compounds), then slight decrease in all treatments was noticed during cold storage in both phenolic compounds and antioxidant activity referred to protection system of quercetin and lycopene that are stable at high temperature degrees and acidic conditions, and unstable in alkali and oxygen system [45-48]. Lycopene and other lipid-soluble components could be integrated in the fat droplets as emulsions. An appropriate engineering of the emulsion has been performed and when more antioxidants were incorporated into the aqueous and / or oily stages of the emulsion showed a high ability to decrease oxidation of lipid. As well the physical location display the basic reason behind; that non-polar antioxidants tend to be additionally concentrated in the fat droplet and thus more powerful in preventing lipid oxidation in oil-in-water emulsions than in bulk oil, whereas the opposite was mostly detected for polar antioxidants (PAO) [49-51]. Moreover, Lycopene's configuration worked to reduce free radicals activity [52]. As an antioxidant, lycopene has odd oxygen capture ability two times high than of β-carotene and ten times greater than that of α-tocopherol.
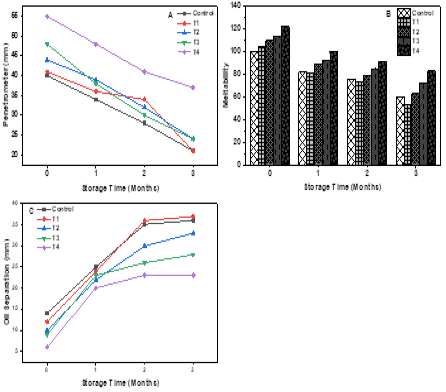
Penetrometer of Red processed cheese spread through storage period
Penetrometry technique is one of the most important techniques used to determine the firmness of process cheese. Fig. 4A shows the data of penetrometer of red processed cheese spread through storage period. It was noted that the firmness value was decreased with increased level of incorporated red oil. Suggestion of decreasing firmness value due to high content of cis-isomers-lycopene that hold physical properties and chemical behaviors special from those of their all-trans counterpart, involving reduction color intensity and decreasing melting points, they more dissolvable in hydrocarbon solvents and oil, less likely to crystallization, and more polar than their all-trans counterparts [53]. Okonogi and Riangjanapatee [54] reported that the melting temperature of the nanostructured lipid carriers (NLC) was at 48.4 °C which is like to that of orange wax which was at 51.2 °C as the internal phase of lycopene loaded NLC obtained was in solid case. This confirm that lycopene content dispersal in oil-in-water affected its physical properties as melting point which be reflected on rheology aspects of red processed cheese.
Meltability of Red processed cheese spread through storage period
Ko and Gunasekaran [55] illustrated that meltability of cheese indicates to the easiness and range to which the cheese will melt and flow/spread over high temperature. Meltability parameters are important indicators for the desired textural and cooking properties. It could be defined as the easiness of cheese spreads or flows when exposed to heating [56]. Fig. 4B shows meltability characterization. Results revealed that the lycopene oil incorporation affected the texture properties, thus meltabilty value increased by the elevation level of lycopene oil replacement, as meltability of all the fresh processed cheese samples varied from 100 to 122 mm. Meltability of all samples during storage period was decreased. These results are in agreement with Ismail [57] who studied the effect of using unhydrogenated palm oil fractions on processed cheese properties. His study based on 5 samples of processed cheese which have been manufactured by hydrogenated palm kernel oil, palm kernel olein, double fractionated palm olein, mixture of hydrogenated palm kernel oil and palm kernel olein (1:1) in addition to mixture of hydrogenated palm kernel oil and double fractionated palm olein (1:1). He found that the meltability of processed cheese samples varied from 16 to 45 mm. Also, there were no any differences between meltability of control (16 mm) and palm kernel olein-based processed cheese (16 and 17 mm) samples, but double fractionated palm olein-based cheeses showed obvious greater meltability (34 and 45 mm) than those of other cheeses.
Oil separation Index (OSI) of Red processed cheese spread through storage period
Based on the regulations of processed cheese that obligate to standardizing the moisture and fat content of a process cheese formulation. Fig. 4C illustrates the results of oil separation index. Data indicates that control gained high values than other treatments; values of all the fresh processed cheese samples were ranged from 14 to 6 mm. But when going through storage period, the OSI increased till the third month, as noticed it were high at 25 °C than at 5 °C. The reduction values of OSI for treatments due to the two factors of pH and total calcium content. The high level of total calcium in cheese components makes it difficult to process of the processed cheese, as excess calcium requires isolating it from natural cheese casein by adding emulsifying salts during cheese processing [58-61]. Furthermore, It was found that the final pH of a process cheese have an significant impact on structure, the kind of protein interactions, and goodness in order to form process cheese emulsion [62, 63]. Palmer and Sly [63] reported that the constancy of the process cheese emulsion is reduced when the pH of the process cheese is under 5.4 or exceeding 5.8.
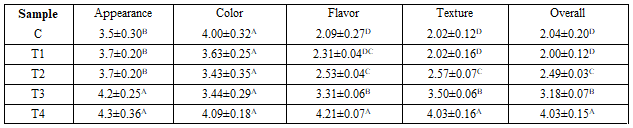
Sensory evaluation of Red processed cheese spread
The characteristic processed cheese spread samples (Table 4) was sensorically approved by all panelists. Stronger flavors and texture were perceived in T4, because of the higher level of lycopene oil than those formulated with a lower lycopene oil. No significant differences (p > 0.05) were found between C and T1. Generally all panelists agreed that the overall acceptance increased with increased of lycopene oil level in cheese, while no significant differences in color were observed between samples. The appearance of T3 & T4 was better than C, T1 & T2.
Our study aimed to employing lycopene extraction as nutritional, color agent and softener. We extracted lycopene from tomato peels using melted shortening by green-extraction technique. This technique was implemented at 95 °C for 60 min, and the temperature was then raise to 140 °C until complete extraction of lycopene. The aim of this technique was to break cell wall and release all contents such as lycopene and minerals, and keeping the lycopene content without degradation in addition to increase the bio-availability of lycopene stability. Use of lycopene oil increased dry matter, ash, lycopene content, antioxidant activity, meltability and sensorial characteristics of processed cheese. Whereas, the firmness value was decreased with increasing level of incorporated lycopene oil. We can thus conclude that the substitution of butter by lycopene oil obtained by green-extraction technique of tomato peels waste in processed cheese can be used as a substitute process for decreasing saturated fats in dairy products with keeping other desired characteristics of the product.
Dear Editorial Team, Clinical Medical Reviews and Reports. My experience with the journal was highly positive. The peer-review process was rigorous, constructive, and completed in a timely manner. The reviewers provided valuable comments that helped improve the quality and clarity of our manuscript. The editorial office was professional, responsive, and supportive throughout all stages of the publication process. Communication was clear and efficient, and any questions were addressed promptly. Overall, I found the journal to maintain high scientific standards and an excellent publication workflow. I would be pleased to consider submitting future work to this journal. Best wishes from, Elena Popa.

It was my pleasure to submit my testimonial concerning the Reviewer Board of our Scientific Journal “Brain and Neurological Disorders”. The Reviewers focused on some modifications and their contribution was helpful. The ladies of our Editorial Office were also supported my efforts. It was my honor to have such a co-operation and I am looking forward for more collaboration.

Dear Grace Pierce, Editorial Coordinator of Journal of Clinical Research and Reports, Thank you for the speedy and efficient peer review process. I appreciate the fact that your peer reviewers do not take months to respond like with some other journals. I would also like to thank the editorial office for responding quickly to my questions. It is an excellent journal. I plan to submit more manuscripts in the future. Best wishes from, Robert W. McGee

Dear Grace Pierce, Editorial Coordinator of Journal of Clinical Research and Reports, Working with you and your team on our recent publication in JCRR has been a truly wonderful and enjoyable experience. The responses were prompt, and the reviewers were patient, constructive, and highly professional. One reviewer in particular gave me the feeling that a professor was carefully reading and commenting on my coursework, which was deeply touching. The entire process was straightforward and hassle‑free, with no tedious online forms to complete. I highly recommend this journal. Best wishes from, DR Aibing Rao, Head of R&D

I Appreciate the Opportunity to Share my Experience with the Journal of Clinical Research and Reports. The peer review process was timely and constructive, and the feedback provided helped improve the quality of our manuscript. The editorial office was professional, responsive, and supportive throughout the process, ensuring smooth communication and efficient handling of the submission. Overall, it was a positive experience collaborating with your team.

Dear Mercy Grace, Editorial Coordinator of Obstetrics Gynecology and Reproductive Sciences, We would like to express our gratitude for your help at all stages of publishing and editing the article. The editors of the magazine answer all the necessary questions and help at every stage. We will definitely continue to cooperate and publish other works in the Obstetrics Gynecology and Reproductive Sciences! Best wishes from, Alla Konstantinovna Politova,
