
Review Article | DOI: https://doi.org/10.31579/2637-8914/247
All-Russian Research Institute of Starch and Starch-containing Raw Materials Processing – Branch of Russian Potato Research Centre, Nekrasov Str., 11, Kraskovo, Luberetskiy District, Moscow Region, Russian Federation, 140051
*Corresponding Author: Vladimir V. Litvyak, All-Russian Research Institute of Starch and Starch-containing Raw Materials Processing – Branch of Russian Potato Research Centre, Nekrasov Str., 11, Kraskovo, Luberetskiy District, Moscow Region, Russian Federation, 140051.
Citation: Vladimir V. Litvyak, (2024), Features of the Technology for Producing Potato Drink Concentrate Based on it, J. Nutrition and Food Processing, 7(11); DOI:10.31579/2637-8914/247
Copyright: © 2024, Vladimir V. Litvyak. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Received: 08 July 2024 | Accepted: 30 August 2024 | Published: 03 September 2024
Keywords: technology; potato concentrate; potato drink; amylolytic enzymes
We have developed a technology that has no analogues in the world for the production of potato concentrate and a technology for preparing a new original carbonated soft drink based on it. Technology for the production of potato concentrate (from: fresh whole potatoes includes either crushed potatoes, or good-quality dry waste, or good-quality mashed waste) the following technological stages: acceptance of potatoes, washing of tubers, inspection of potatoes, peeling potatoes, boiling potatoes, preparation of amylolytic enzyme preparations, enzymatic hydrolysis (liquefaction and saccharification) of the boiled mass, clarification of the saccharified mass, evaporation, acidification, bottling. The technology for the production of potato drinks includes the following technological steps: water preparation, preparation of sugar syrup, concentrate processing, preparation of a citric acid solution, preparation of spicy aromatic infusions, preparation of color, preparation of a preservative, preparation of blended syrup, bottling of the drink. Promising areas of research in the field of improving the technology for obtaining potato concentrate are: the development of new technological schemes, the optimization of technology for hydroxymethylfurfural and melanoidins, the enzymatic method of enriching potato concentrate with fructose, the development of technologies for obtaining potato concentrate from the waste of the potato starch industry, and the technology of potato drinks is to increase their shelf life.
Currently, drinks made from natural plant materials are widely popular in the domestic and world markets. We have developed an original and in many ways unique non-alcoholic potato drink obtained from potato concentrate [1–15].
The available scientific data on the technology for producing potato concentrate and potato drinks are very relevant and can serve as the basis for the development of an entire scientific direction – the production of national Belarusian functional drinks (Figure. 1).
Object and methods of research. Object of study. The objects of the study were potato concentrate and potato drinks.
Physico-chemical research methods. IR spectroscopy. IR spectra of dried potato concentrate were recorded on a Perkin Elmer Spectrum 1000 single-beam Fourier spectrometer in the spectral range of 500–4000 cm–1 with a spectral slit width of 4 cm–1, the recording time of one spectrum was about 2 min.
Determination of amino acids. The amount of amino acids was determined by high-performance liquid chromatography using a Hewlett Packard 1100 liquid chromatograph using a fluorescent detector for registration.
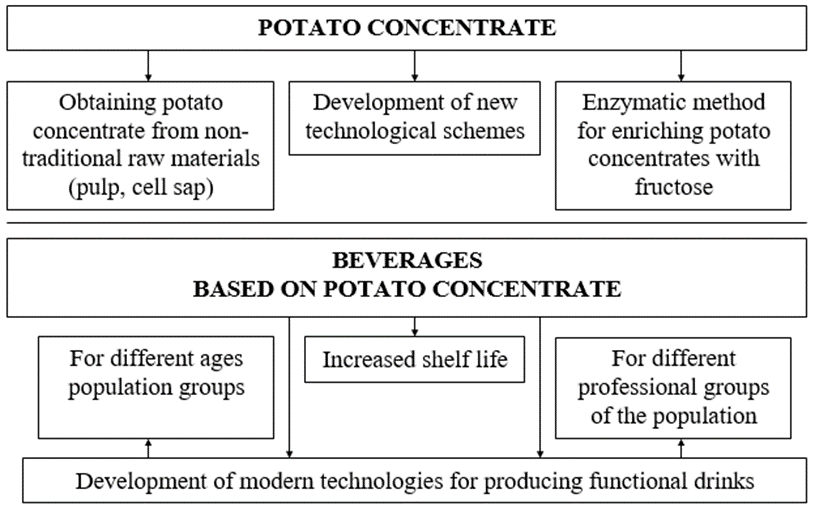
Figure 1. Promising directions for research into potato drinks
Determination of mineral composition:
The mineral composition of potato concentrate was determined using standardized methods: GOST 13496.1-98, GOST 26570-95, GOST 26657-97, GOST 26928-86, GOST 30178-96, GOST 33462-2015, GOST R 51637-2000.
Taking photographs. Photography was carried out using a SONY NEX-5N camera (manufactured in Thailand).
Scanning electron microscopy:
The morphological structure was assessed using a LEO 1420 scanning electron microscope (Germany). Metallization of the preparations was carried out with gold in an EMITECH K 550X vacuum unit.
Iodine test method:
Enzymatic hydrolysis of starch is controlled by the iodine test. Prepare 0,02 N. iodine solution diluted five times with 0,1 N. distilled water. iodine solution prepared from fixanal or in accordance with accepted methods. Iodine solution 0,02 N. Store at room temperature in a dark glass bottle for no more than two days.
Place a small amount of cooled mass exposed to amylolytic enzymes on a slide or watch glass on a white background with a glass rod or plastic spatula, smear it and add 1–2 drops of 0,02 N. to it. iodine solution. The degree of hydrolysis is assessed visually by the color that appears: yellow – no dextrins; orange – trace amounts of dextrins are present; brown – dextrins are present; purple – a significant amount of dextrins is present; green – traces of starch are present; blue – presence of starch; gray or black – retrograded starch is present.
A well-hydrolyzed mass should have a yellow-brown or yellow color.
Research results:
Potato based concentrate. General characteristics of the product. The concentrate obtained from potatoes is a viscous, thick liquid of dark brown color, sweet and sour taste with slight bitterness, and has the aroma of rye bread. The solubility of potato concentrate in water is complete, mass fraction of dry substances is 70%; acidity – 30–40 cm3 0,1 N. NaOH solution/100 g of concentrate (100 g of concentrate contains 60.0 g of carbohydrates and 3,2 g of proteins, energy value – 238 kcal) (Fig. 2 and Table 1) [1, 3, 4, 6–10].
| The name of indicators | Potato concentrate | Kvass wort concentrate |
| Organoleptic characteristics: | ||
| Appearance | Viscous, thick liquid | Viscous, thick liquid |
| Color | Brown | Dark brown |
| Taste | Sweetish-sour with slightly pronounced bitterness | Sweet and sour with slightly pronounced bitterness |
| Aroma | Typical for rye bread | Typical for rye bread |
| Physical and chemical indicators: | ||
| Solubility in water | Full, with a ratio of concentrate and water of 1:30, opalescence is allowed | Complete, as an exception, opalescence and sediment of no more than 1% are allowed |
| Mass fraction of dry substances, % | 70 ±2 | 70 ±2 |
| Acidity, cm3 0.1 N. NaOH solution/100 cm3 | 30–40 | 16–40 |
Table 1: Comparative characteristics of potato concentrate and kvass wort concentrate

Figure 2. Appearance of potato concentrate
Potato concentrate is rich in minerals and contains a unique composition of essential and non-essential amino acids (Fig. 3) [2, 4, 5]. In addition, potato concentrate contains a large amount of minerals (Fig. 4) and vitamins [4, 8].
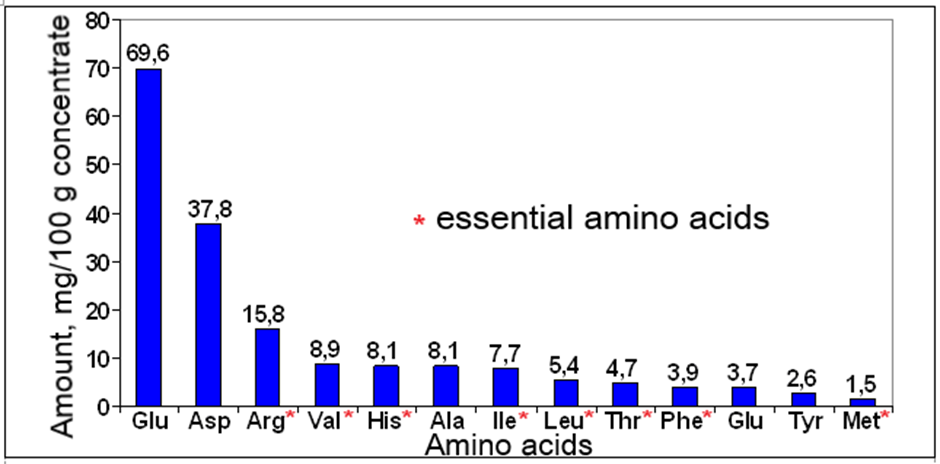
Figure 3. Amino acid composition of potato concentrate
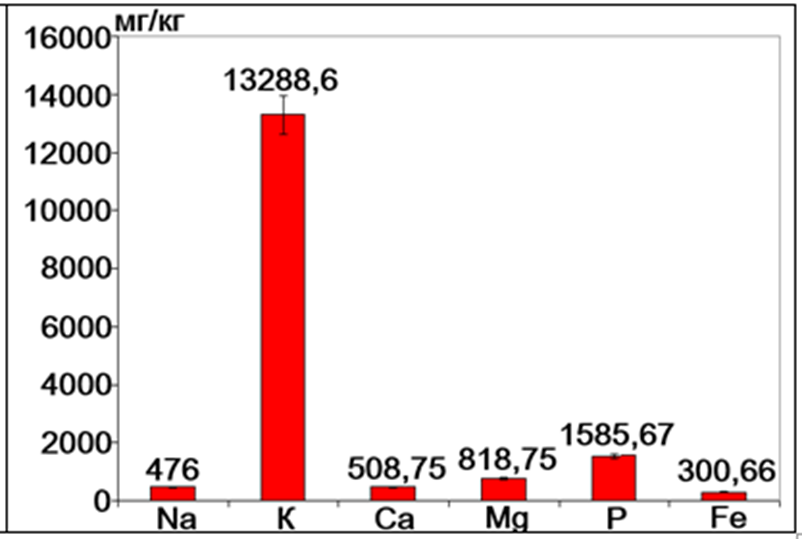
Figure 4. Mineral composition of potato concentrate
The infrared (IR) spectrum of potato concentrate is close to the IR spectrum of native potato starch (Figure. 5) [4, 12].
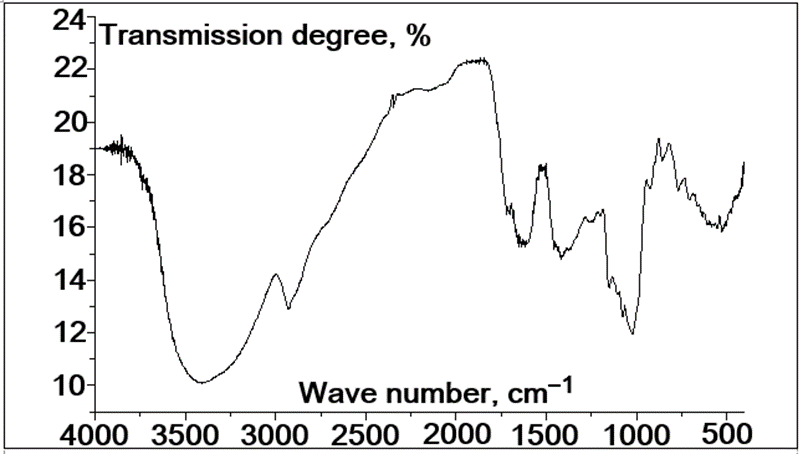
Figure 5. IR spectrum of potato concentrate
General technological scheme. The technology for obtaining a concentrate based on potatoes involves the following sequential operations: receiving potatoes, washing tubers and separating stones, peeling potatoes, inspection, boiling potatoes, preparing saccharifying materials, saccharification of the boiled mass, clarification of the saccharified mass, evaporation, acidification, heat treatment (Figure. 6) [1, 3, 4, 6–10, 14].
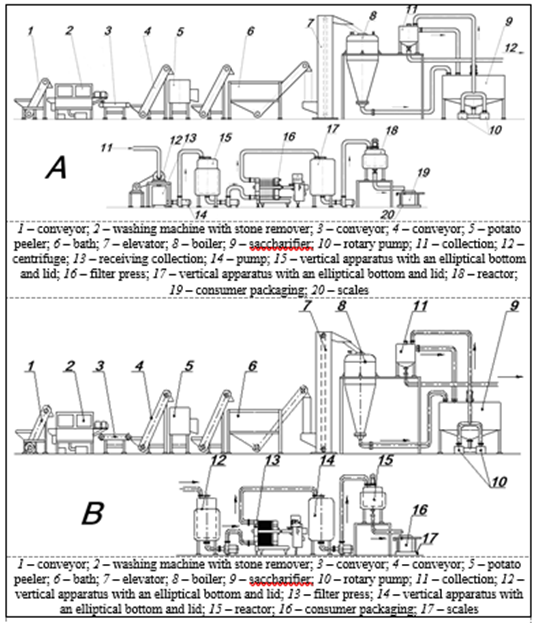
Figure 6. Technological (hardware) schemes for the production of potato concentrate
Raw materials and supplies. For the production of potato-based concentrate, the following raw materials are used: fresh potatoes for processing into food products (Fig. 7); benign dry waste generated during the production of potato products with a mass fraction of dry substances (DS) of 88–92%; benign puree waste generated during the production of
potato products with a mass fraction of DM of 20–30%; amylolytic enzyme preparations (thinning and saccharifying); potato pulp is a by-product of starch production (Fig. 8); edible lactic acid; drinking water (H2O); cotton and mixed harsh filter fabrics; fabric for sieves made of silk and synthetic threads.
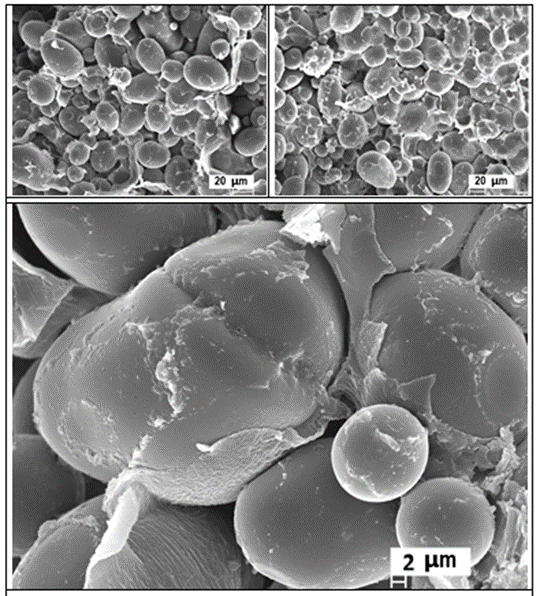
Figure 7. Scanning electron micrographs of whole potato parenchyma cells
Scanning electron micrographs
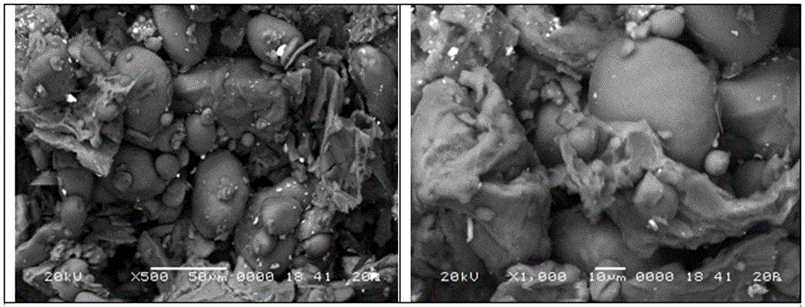
Figure 8. Potato pulp
Potato consumption depending on starch content per 1 ton of potato concentrate is shown in Figure 9.
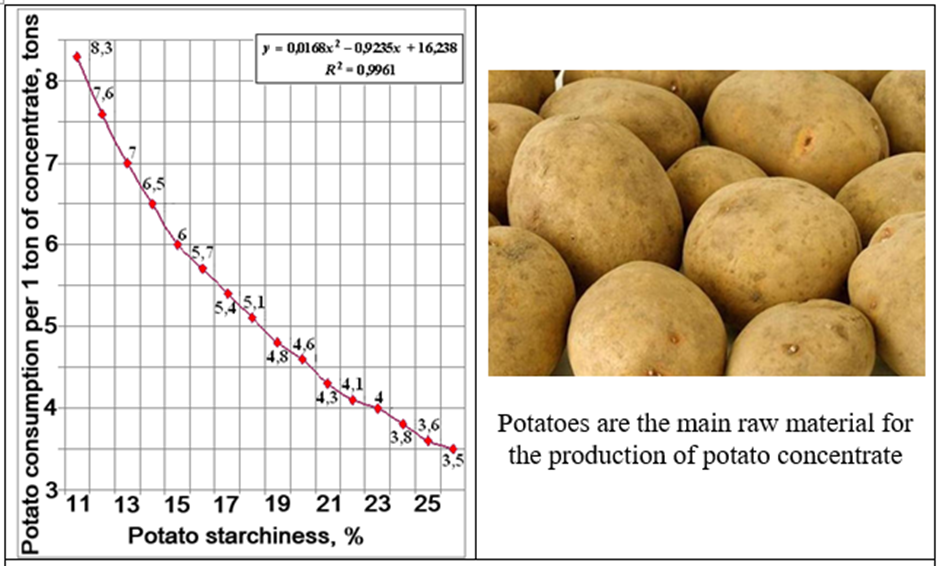
Figure 9. Potato consumption depending on starchy content per 1 ton of potato concentrate
Production of concentrate from fresh whole potatoes. Reception of potatoes. Potatoes arriving for processing are weighed and delivered to the workshop by motor transport, in containers or by conveyor.
Washing tubers. Potatoes are washed in a drum washing machine A9-KM-2. To remove organic and mineral impurities (residues of straw, soil and sand) from the surface of potato tubers, you can use drum, paddle, brush or other washing machines. The quality of potato washing is monitored visually.
Potato inspection. Potatoes after the washing machine are inspected on belt or roller conveyors to remove tubers unsuitable for production with external defects (rotten, damaged by pests, green, etc.). Inspection is carried out on an inspection conveyor belt.
Peeling potatoes. Washed potatoes are peeled using equipment used in potato processing plants. Potato tubers are cleaned mechanically or by steam. It is allowed to use unpeeled potatoes (new ones directly from the field), but well washed, of good quality, without signs of spoilage.
Boiling potatoes. Peeled potatoes are fed into a storage hopper and then into a boiler, where they are boiled at an excess pressure of 0,35–0,45 MPa (3,5–4,5 atm.) for 55–60 minutes. Every 10 minutes, the boiled mass is stirred by briefly reducing the pressure by 0,1 MPa (1 atm.).
Preparation of amylolytic enzyme preparations. The following amylolytic enzyme preparations are used: Glucavamorin G20x (RUE «Enzyme», Pinsk, Belarus) – liquid from bright amber to dark brown color, specific density – 1,1 g/cm3, with glucoamylase activity – 5000 GlS/cm3 units, used for saccharification. The enzyme preparation is added at the rate of: per 1 ton of absolutely dry starch – 1,6 liters of the preparation.
Thermamil SC (Novozymes, Denmark) is a brown liquid, specific density – 1,20–1,25 g/cm3, with α-amylase activity – 1900 AC/cm3, used for liquefaction.
Before adding to the saccharifier, enzyme preparations are diluted with water 10 times and mixed thoroughly.
For saccharification, you can also use domestic multi-enzyme preparations (manufactured by RUP «Enzim», Belarus):
1. Aminol AKs-50 contains: fungal α-amylase, xylanase, β-glucase; appearance – liquid; Brown color; optimal operating conditions: pH 4,5–5,5; t = 50–55°С; final product: dextrins, oligosaccharides, maltose, β-glucans, arabinoxylans.
2. Aminol AKs-70 contains: bacterial α-amylase, xylanase, β-glucase; appearance – liquid; Brown color; optimal operating conditions: pH 5,3–6,0; t = 60–65°С; final product: dextrins, oligosaccharides, maltose, β-glucans, arabinoxylans.
3. Aminol AKs-100 contains: thermostable bacterial α-amylase, xylanase, β-glucase; appearance – liquid; Brown color; optimal operating conditions: pH 5,5–7,0; t = 30–100°С; final product: dextrins, oligosaccharides, maltose, β-glucans, arabinoxylans.
4. Glucanol GKS-60 contains: glucoamylase, xylanase, β-glucase; appearance – liquid; Brown color; optimal operating conditions: pH 4,2–4,8; t = 55–60°С; final product: glucose, β-glucans, arabinoxylans.
Enzymatic hydrolysis (liquefaction and saccharification) of the boiled mass. Enzymatic hydrolysis (liquefaction and saccharification) of the boiled mass is carried out in a saccharifier. A little water is poured into the saccharifier, almost to the bottom edge of the mixer blades, prepared enzyme preparations are added, the boiled mass is blown out and the mixer is turned on for 5–10 minutes.
For liquefaction, enzyme preparations with α-amylase activity are used – Termamil SC (optimal operating conditions: pH 4,5–6,0; t = 75–80ºС), and for saccharification with glucoamylase activity – Glucavamorin G20x (optimal operating conditions: pH 4,0 –4,2; t = 60ºС). Enzymatic hydrolysis can be carried out using multienzyme preparations with α-amylase-glucoamylase activity – San Super 360 L (optimal operating conditions: pH 4–6; t = 55–60ºС). To reduce the hydrolysis time, you can use the diluting enzyme preparation Termamil SC together with the multienzyme preparation San Super 360 L.
Clarification of the saccharified mass. The saccharified mass is filtered using a pump on a frame filter press through a filter cloth – belting. The quality of filtration is monitored visually.
Evaporation. The wort is evaporated in periodic or continuous vacuum evaporation units (two two-body steam boilers), with stirrers turned on and a vacuum of 0,01–0,03 MPa (0,1–0,3 atm.). The wort is evaporated to a dry matter content of 70±2%.
When boiling, it is necessary to monitor the filling of the vacuum devices through the existing window using a flashlight. When the boiled liquid decreases, it must be added to the optimal level (window level).
The mass fraction of dry matter (%) is monitored in the workshop using the refractometric method. If after boiling the DM turns out to be more than necessary, then knowing the mass fraction of DM and the mass of the concentrate, add the required amount of water after recalculation and mix everything thoroughly.
Acidification. Acidification and heat treatment are carried out in vacuum evaporation units or in a collection reactor with a mixing device. When acidifying, lactic acid is added to the resulting concentrate located in vacuum evaporation units until an acidity of 30–40 ml of 0,1 N. is achieved. NaOH solution per 100 g of concentrate.
Bottling. The finished concentrate is sent for bottling.
Production of concentrate from crushed potatoes. The preparation of raw materials for the production of concentrate from crushed potatoes is carried out similarly to the preparation for its production from whole potatoes. Next, the potatoes are fed into a hammer crusher or potato masher. The degree of grinding should be characterized by the complete absence of particles after washing the porridge with water on a 3 mm sieve. The porridge is boiled in continuous high-speed boiling columns used in alcohol production. Further technological operations are carried out similarly to those described.
Production of potato-based concentrate from benign dry waste generated during the production of potato products. Waste with a DM content of 88–92% is a dusty fraction from cyclones, as well as a fine fraction after sifting from the dry mashed potato packaging stage. Dry waste is weighed on commercial dial scales and fed into a collection reactor with a mixing device, where water is preliminarily collected at a temperature of 70–80ºС. The waste to water ratio is 1:15. The reconstituted mashed potatoes are pumped into the sugaring agent. The DM content in it should be 14–15%.
Enzymatic hydrolysis and subsequent technological operations are carried out similarly to those described.
Production of potato-based concentrate from benign puree waste generated during the production of potato products. Puree-like waste generated on single-roll dryers during the production of potato flakes is fed into a sugaring agent and diluted with water to a dry matter content of 15–18%. Enzymatic hydrolysis and subsequent technological operations are carried out similarly to those described.
Promising areas of research. Development of new technological schemes. The most effective technological scheme for producing potato concentrate is a scheme in which the preparation of potato raw materials is carried out mechanically to obtain particles no larger than 3 mm in size, followed by treatment with new multienzyme enzyme preparations [14].
Optimization of technology for oxymethylfurfural and melanoidins. During heat treatment, potato concentrate undergoes two competing biochemical processes:
– formation of melanoidins (saccharoamine reaction) and
– formation of oxymethylfurfural (reaction of thermal decomposition of glucose).
The formation of melanoidins is a positive process that determines the unique organoleptic properties of potato concentrate, while the breakdown of glucose to hydroxymethylfurfural is an undesirable process [15].
Enzymatic method for enriching potato concentrate with fructose. One of the possible ways to implement the concept of healthy nutrition may be the inclusion of functional non-alcoholic drinks in the human diet [13]. Drinks, incl. prepared on the basis of a natural sugar substitute – glucose-fructose syrup – are not only normalizers of water and electrolyte balance, but are also widely used in the nutrition of adults and children suffering from excess weight and diabetes. This is due to the fact that fructose is 60–70% sweeter than sucrose, and therefore products in which sugar is partially or completely replaced by glucose-fructose syrup, with the same sweetness, have lower calorie content. In addition, fructose is absorbed by the human body faster than sucrose, but much slower than glucose, minimally affecting blood sugar and insulin levels and leading to normalization of glycogen synthesis in the liver. Fructose metabolism occurs mainly in the liver along the pathway shown in the diagram (Fig. 10) with the participation of glucose isomerase (1), fructokinase (2), aldolase (3 and 5) and glyceraldehyde phosphokinase (4).
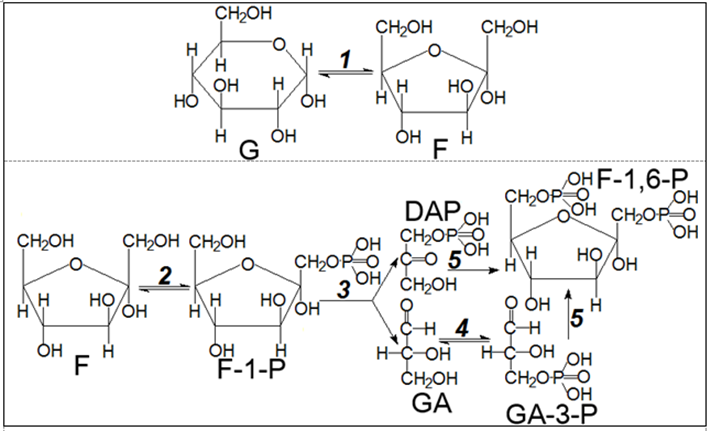
G – glucose, F – fructose, F-1-P – fructose-1-phosphate, GA – glyceraldehyde, DAP – dioxyacetone phosphate, GA-3-P – glyceraldehyde-3-phosphate, F-1,6-P – fructose-1,6- phosphate
Figure 10. General scheme of fructose metabolism
The enzymatic isomerization of D-glucose into D-fructose was first carried out in the 50s of the twentieth century in experiments with cell-free extracts of the bacteria Pseudomonas hydrophila. Half a century later, microbial glucose isomerase, or D-xylose ketol isomerase, K.F. 5.3.1.5, along with amylase and protease, has become one of the largest-scale biotechnological products, and the enzymatic production of glucose-fructose syrups has become the largest heterogeneous biocatalytic process.
The Institute of Microbiology of the National Academy of Sciences of Belarus has developed laboratory regulations for the production of the drug Glucose isomerase Gx, which is used for the isomerization of glucose into fructose and is the basis of the technology for producing glucose-fructose syrup from pre-saccharified starch-containing raw materials. The advantages of the created technology are: a producer strain, which is not inferior in enzymatic activity to foreign analogues and is characterized by a high growth rate on cheap nutrient media with waste from processing plant raw materials, as well as ease of implementation of the proposed technological solutions. This ensures a competitive price for the product and, accordingly, the profitability of its production.
An experimental substantiation of the possibility of enzymatic production of fructose-enriched potato concentrate – the basis for producing a non-alcoholic carbonated drink for functional purposes – was carried out.
After enzymatic hydrolysis of starch, the resulting glucose was isomerized into fructose using the enzyme preparation Glucose isomerase Gx, a pilot batch of which was produced in the enzyme laboratory of the Institute of Microbiology of the National Academy of Sciences of Belarus. Conditions for the isomerization reaction: pH – 7,0–7,5, temperature – 60ºС, duration – 1,5 hours.
The fundamental possibility of using the drug Glucose isomerase Gx in the process of obtaining potato concentrate with a fructose content of up to 42–45% of the total amount of monosaccharides has been shown.
Thus, the results obtained can serve as the basis for creating recipes for carbonated and non-carbonated drinks for dietary (diabetic) purposes.
Development of technologies for producing potato concentrate from waste from the potato starch industry. The main waste from the potato starch industry is potato pulp and potato cell juice.
The composition of dry matter of potato pulp is as follows,%: starch – 45–50; fiber – 25–30; soluble carbohydrates – up to 3; nitrogenous substances – 3–5; minerals – 5–6; other substances – up to 20. The composition of dry substances of potato cell juice is as follows,%: starch – 8,3; soluble carbohydrates – 20–25; nitrogenous substances – 35–40; minerals – 14–15; fats – 2,8; other substances – up to 20.
It is advisable to use enzyme preparations using amylolytic, protease, cellulase and pectolase activity to maximize the use of raw materials and improve the clarification (filtration) process.
Potato drinks. General characteristics of the product. A non-alcoholic carbonated drink based on potato concentrate has the following physical and chemical characteristics: mass fraction of dry substances – 8,2±0,3%, acidity – 3,5±0,3 cm3 0,1 N. NaOH solution/100 cm3 of drink, mass fraction of carbon dioxide – 0,04%. The organoleptic properties of the drink are similar to the taste of bread kvass. The drink does not contain synthetic flavors and dyes [1, 3, 6, 7].
Appearance of a non-alcoholic carbonated drink based on potato concentrate (Figure. 11).

Figure 11. Appearance of a carbonated soft drink based on potato concentrate
General technological scheme. The technology for the production of potato drinks is practically no different from the production of most non-alcoholic carbonated drinks and involves the following sequential operations: water treatment (filtration, biological treatment, iron removal and softening), additional processing of potato concentrate, preparation of sugar syrup, sugar coloring, spicy-aromatic raw materials, preservative – sodium benzoate, citric acid, blending, blend filtration, bottling and packaging [1, 3, 6, 7].
Raw materials and supplies. For the production of potato drink, the following raw materials are used: drinking water, carbon dioxide, citric acid, potato-based concentrate, granulated sugar, refined sugar, sodium benzoate, rectified ethyl alcohol, aromatic herbs, aqueous infusions of aromatic herbs, hydroalcoholic infusions of spicy and aromatic herbs.
Technological process. Water preparation. Water used in the production of soft drinks must be clean, transparent, colorless, pleasant to taste and odorless. To do this, the water is filtered, biological purification, iron removal and softening are carried out.
Preparation of sugar syrup. The calculated amount of water is poured into the syrup boiler, the water is brought to a temperature of 50ºC, then the calculated amount of granulated sugar is added with constant stirring. The syrup is thoroughly mixed, brought to a boil and boiled for no more than 30 minutes, after which it is cooled to a temperature of 10–20ºС and used for the preparation of blended syrups.
Part-time processing of concentrate. The concentrate, located in storage containers, is heated with steam or hot water to a temperature of 30–40ºС to reduce its viscosity. The concentrate is processed in an enameled or stainless steel container.
The concentrate is diluted with hot water at a temperature of 85±5ºС to a dry matter content of 35–40% and kept for at least 20 minutes at this temperature in order to destroy microflora, after which it is filtered through a fabric filter. The filtered concentrate is cooled and sent to the blender.
Preparation of citric acid solution. Citric acid is added to the blend in the form of a 50% aqueous solution. The latter is prepared at the rate of 55 g of commercial citric acid per 100 g of solution.
Preparation of spicy and aromatic infusions. As spicy-aromatic additives, aqueous or hydroalcoholic infusions of Belarusian spicy-aromatic herbs are used: caraway (Carum carvi L.), purple coneflower (Echinacea purpurea L.), medicinal hyssop (Hyssopus officinalis L.), coriander
(Coriandrum sativum L.), blue sweet clover (Melilotus coeruleus L.), oregano (Origanum vulgare L.), sandy immortelle (Helichrusum arenarium L.), balsam tansy (Tanacetum balsamita L.), peppermint (Mentha piperita L.), tarragon wormwood (Artemisia dracunculus L.), Moldavian snakehead (Dracocphalum moldavica L.), Mussin catnip (Nepeta Mussinii L.).
Preparing color. To prepare the color, boilers of various designs with fire and electric heating are used.
To remove harmful gases generated during the cooking process, exhaust hoods are installed above the boilers, and boilers with lids are equipped with exhaust pipes.
To prepare the color, 1–2% of water by weight of the loaded sugar is poured into a preheated boiler, after which sugar is evenly loaded into the boiler with the mixer running. It is allowed to load sugar in two or three steps (the capacity of the coloring boiler should be 4 times the volume of sugar loaded into the boiler).
Then the temperature of the mixture is gradually increased to 160–165ºС, and the sugar begins to melt. The specified temperature is maintained until the sugar acquires a dark brown color. Then the heating is stopped, and while stirring, hot water at a temperature of 75–90ºС is carefully added from a measuring cup in a thin stream in an amount of 8% by weight of the taken sugar. Water should be added carefully to avoid swelling of the mass and hot splashes on the worker, then, while stirring, increase the temperature to 180–200ºС, as a result of which dehydration of sucrose occurs with the formation of coloring substances, which are products of caramelization of sucrose. In this case, along with the caramelization of sucrose, oxidative processes occur with the formation of oxidation products of volatile and non-volatile organic acids.
The mixture is kept at the specified temperature until the sample taken with a wooden stick begins to solidify into an elastic thread or, when applied to a glass plate, a drop spreads on it. When the mixture reaches this state, heating is stopped and, with the mixer running, hot water (60–65ºС) is carefully fed into the boiler in a thin stream in the amount necessary to obtain a color with a dry matter content of 70±2%. The resulting mass is pumped or drained from the boiler using a gear pump into a collection tank equipped with a mixing device and a cooling jacket.
The color yield is about 105% by weight of consumed sugar. The loss of sugar solids during kohl cooking is 27–29%.
Properly prepared color is completely soluble in water and has an intense color.
When cooking kohl, you should not raise the temperature above 200ºC, since in this case the sugars are charred, resulting in a decrease in the stability of the drinks due to the precipitation of charred sucrose.
For cooking coloring, an isolated room is allocated, equipped with supply and exhaust ventilation. Coloring boilers can be installed in the syrup cooking department in a specially designated isolated place. The duration of one revolution of the coloring boiler is usually 3–4 hours.
Preservative preparation. Preservative – sodium benzoate (C6H5COONa), a white crystalline substance, highly soluble in water and has bactericidal and fungicidal properties.
The working solution is prepared by dissolving sodium benzoate in water at a temperature of 20–25ºС at the rate of 1 g of sodium benzoate per 10 ml of water. Sodium benzoate is dissolved with constant stirring for 15–20 minutes. The working solution should be prepared immediately before use in an enameled or stainless steel container.
Preparation of blended syrup. Blended syrup is prepared in closed or open vats, enameled, aluminum or made of stainless steel. Mixing in large-capacity blending vats is carried out with mechanical stirrers or carbon dioxide through a special bubbling device; in small-capacity blenders, stirring with hand stirrers is allowed.
All semi-finished products are added to the blender while stirring, observing the following order: sugar syrup, concentrate, citric acid solution, color solution (diluted with water in a 1:1 ratio, i.e. per 1 kg of color 1 liter of water), aqueous or aqueous-alcohol infusions of aromatic herbs and a solution of preservative – sodium benzoate (Table 2).
| Names of raw materials | Units.ism. | Quantity |
| Granulated sugar | kg | 56,5 |
| Potato based concentrate | kg | 30,2 |
| Sugar color | kg | 6,0 |
| Sodium benzoate (C6H5COONa) | kg | 0,177 |
| Lemon acid | kg | 1,85 |
| Spicy and aromatic raw materials | kg | 1,1 |
| Drinking water (H2O) | l | bring to 133,4 |
Table 2. Approximate ratios of components
The semi-finished products included in the blend are thoroughly mixed, kept with the preservative for two hours (the necessary time to ensure the effectiveness of the preservative), and filtered until completely transparent. You don’t have to filter the blended syrup if each component is filtered separately before loading it into the blend. In the finished blend, the dry matter content, acidity and organoleptic characteristics are checked.
The clarified blended syrup is cooled to a temperature of 4–5ºС, kept for 2–4 hours to remove air bubbles and fed to the bottling line.
Pouring a drink. Bottling of drinks includes: dosing blended syrup into cleanly washed bottles, filling bottles with filtered water cooled to 4ºC and saturated with carbon dioxide, capping, mixing the contents of bottles, rejecting the drink and labeling bottles.
Drink bottles are sealed using a capping machine. After capping the bottle with the drink, it is recommended to stir it. To do this, bottles of the drink are fed to an automatic mixer, where forced mixing of carbonated water and blended syrup is performed.
The culling of drinks is carried out after capping and mixing. The bottles are viewed on a light screen after sharply turning them upside down. They check the absence of foreign inclusions, the transparency of the drink, the
cleanliness of the internal and external surfaces of the bottle, and the completeness of filling. Bottles with detected defects are rejected.
For each bottle that has been rejected, a label is placed on the cylindrical part of the bottle.
There is a known method for producing potato kvass, which involves washing, peeling, cutting, boiling potatoes, preparing mashed potatoes, diluting them with water, introducing enzyme preparations into the diluted mashed potatoes, followed by heat treatment. The resulting fermented puree is diluted, boiled, the necessary additives are added, cooled, filtered, a combined starter of yeast and lactic acid bacteria is added and fermented. The resulting wort is decanted from the yeast sediment, after which the drink is bottled and capped.
Promising areas of research. Increasing the shelf life of potato drinks. The problem of maintaining the quality of food products during long-term storage necessitates the search for food preservatives and the development of methods for their use. To date, data have been accumulated indicating the promise of using the enzyme glucose oxidase as an antioxidant and preservative in the food industry. Glucose oxidase (β-D-glucose:O2-oxidoreductase, K.F. 1.1.3.4) is an enzyme of the oxidoreductase class that catalyzes the oxidation of β-D-glucose to β-D-glucono-1,5-lactone and hydrogen peroxide using molecular oxygen in as an electron acceptor (Figure. 12).
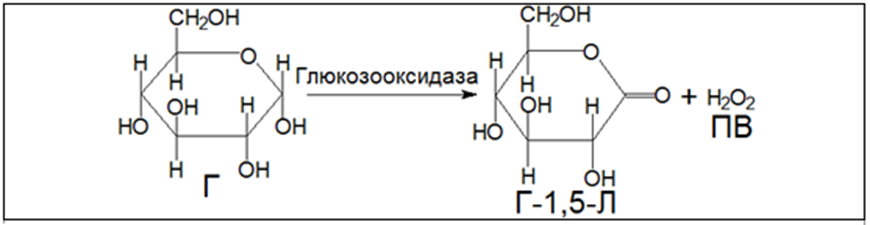
G – β-D-glucose, G-1,5-L – β-D-glucono-1,5-lactone, PV – hydrogen peroxide
Figure 12. Scheme of the formation of hydrogen peroxide during the action of glucose oxidase on glucose
At the Institute of Microbiology of the National Academy of Sciences of Belarus, enzyme preparations of fungal glucose oxidases were obtained and characterized, their antimicrobial effect was established in relation to pathogenic and opportunistic bacteria belonging to the genera Escherichia, Erwinia, Klebsiella, Pseudomonas, Serratia, Shigella, Staphylococcus, Xanthomonas, Yersinia and fungi of the genera Alternaria, Candida, Fusarium, Phoma, Rhizoctonia [11].
An assessment was made of the possibility of using enzyme preparations of glucose oxidases: Glucose oxidase-1 (produced by P. adametzii) and Glucose oxidase-2 (P. funiculosum) with an activity of 100 units/ml as preservatives to reduce the contamination of the soft carbonated drink «Mikola» and extend its shelf life.
Enzyme preparations were added to the «Mikola» drink at a concentration of 0,5–2,0 units/ml. The prepared drinks were stored in a thermostat at 28ºС.
The contamination of the drink was checked weekly by seeding 100 μl of the drink on agar nutrient media: MPA and wort agar for 2,5 months. The number of colonies grown on the media was counted after 24–48 hours of cultivation at 28ºC.
A non-alcoholic carbonated potato drink was analyzed:
– option-1 – without adding a preservative (control),
– option-2 – with sodium benzoate (0,1%),
– option-3 – with Glucose oxidase-1 (0,5 units/ml),
– option-4 – with Glucose oxidase-1 (1,0 units/ml),
– option-5 – with Glucose oxidase-1 (2,0 units/ml),
– option-6 – with Glucose oxidase-2 (0,5 units/ml),
– option-7 – with Glucose oxidase-2 (1,0 units/ml),
– option-8 – with Glucose oxidase-2 (2,0 units/ml),
– option-9 – with Glucose oxidase-1 (0,5 units/ml) and sodium benzoate (0,1%),
– option-10 – with Glucose oxidase-1 (1,0 units/ml) and sodium benzoate (0,1%),
– option-11 – with Glucose oxidase-1 (2,0 units/ml) and sodium benzoate (0,1%),
– option-12 – with Glucose oxidase-2 (0,5 units/ml) and sodium benzoate (0,1%),
– option-13 – with Glucose oxidase-2 (1,0 units/ml) and sodium benzoate (0,1%),
– option-14 – with Glucose oxidase-2 (2,0 units/ml) and sodium benzoate (0,1%).
It was found that, regardless of the concentrations of the enzyme preparations Glucose oxidase-1 and Glucose oxidase-2 used, 1 hour after their addition to the drink, its microbial contamination decreased by 85–89% compared to the control variant. After a week, no microflora was found in the drink of the experimental variants. A small amount (2–5 colonies) of bacteria appeared in the drink of options 3 and 6 in the fourth week of storage. Contamination of beverage variants 2, 4, 5, 7, 8, 9 and 12 by microorganisms began after six weeks. After ten weeks, the least infected potato drink remained variants 10, 11 and 13, 14. At the same time, yeast was found in the drink (variants 10 and 11), containing the enzyme preparation Glucose Oxidase-1 as a preservative, and yeast was found in the drink with the preparation Glucose Oxidase-2 (options 13, 14) – bacteria.
Thus, based on the analysis of the obtained primary results, it can be concluded that the enzyme preparations Glucose Oxidase-1 and Glucose Oxidase-2 exhibit an antimicrobial effect against the microflora contaminating the non-alcoholic potato drink and can be used as a preservative. Further research will allow us to examine in detail the mechanism of action of enzyme preparations on drink contaminants and develop recommendations for their use in order to increase the shelf life of the specified product.
Conclusion. We have developed a technology for the production of potato concentrate that has no analogues in the world and a technology for preparing a new original carbonated soft drink based on it:
1. The technology for the production of concentrate from fresh whole potatoes includes the following technological stages: acceptance of potatoes, washing of tubers, inspection of potatoes, peeling of potatoes, boiling of potatoes, preparation of amylolytic enzyme preparations, enzymatic hydrolysis (liquefaction and saccharification) of the boiled mass, clarification of the saccharified mass, evaporation, acidification, bottling.
2. Potato concentrate can also be produced from: 1) crushed potatoes, 2) benign dry waste generated during the production of potato products, 3) benign puree waste generated during the production of potato products, 4) potato pulp is a by-product of starch production.
3. Promising areas of research in the field of improving the technology for producing potato concentrate are: development of new technological schemes, optimization of technology for oxymethylfurfural and melanoidins, an enzymatic method for enriching potato concentrate with fructose, development of technologies for producing potato concentrate from waste from the potato starch industry.
4. The technology for the production of potato drinks includes the following technological stages: water preparation, preparation of sugar syrup, preparation of concentrate, preparation of citric acid solution, preparation of spicy aromatic infusions, preparation of color, preparation of preservative, preparation of blended syrup, bottling of the drink.
5. One of the main promising areas of research is increasing the shelf life of potato drinks.
Dear Editorial Team, Clinical Medical Reviews and Reports. My experience with the journal was highly positive. The peer-review process was rigorous, constructive, and completed in a timely manner. The reviewers provided valuable comments that helped improve the quality and clarity of our manuscript. The editorial office was professional, responsive, and supportive throughout all stages of the publication process. Communication was clear and efficient, and any questions were addressed promptly. Overall, I found the journal to maintain high scientific standards and an excellent publication workflow. I would be pleased to consider submitting future work to this journal. Best wishes from, Elena Popa.

It was my pleasure to submit my testimonial concerning the Reviewer Board of our Scientific Journal “Brain and Neurological Disorders”. The Reviewers focused on some modifications and their contribution was helpful. The ladies of our Editorial Office were also supported my efforts. It was my honor to have such a co-operation and I am looking forward for more collaboration.

Dear Grace Pierce, Editorial Coordinator of Journal of Clinical Research and Reports, Thank you for the speedy and efficient peer review process. I appreciate the fact that your peer reviewers do not take months to respond like with some other journals. I would also like to thank the editorial office for responding quickly to my questions. It is an excellent journal. I plan to submit more manuscripts in the future. Best wishes from, Robert W. McGee

Dear Grace Pierce, Editorial Coordinator of Journal of Clinical Research and Reports, Working with you and your team on our recent publication in JCRR has been a truly wonderful and enjoyable experience. The responses were prompt, and the reviewers were patient, constructive, and highly professional. One reviewer in particular gave me the feeling that a professor was carefully reading and commenting on my coursework, which was deeply touching. The entire process was straightforward and hassle‑free, with no tedious online forms to complete. I highly recommend this journal. Best wishes from, DR Aibing Rao, Head of R&D

I Appreciate the Opportunity to Share my Experience with the Journal of Clinical Research and Reports. The peer review process was timely and constructive, and the feedback provided helped improve the quality of our manuscript. The editorial office was professional, responsive, and supportive throughout the process, ensuring smooth communication and efficient handling of the submission. Overall, it was a positive experience collaborating with your team.

Dear Mercy Grace, Editorial Coordinator of Obstetrics Gynecology and Reproductive Sciences, We would like to express our gratitude for your help at all stages of publishing and editing the article. The editors of the magazine answer all the necessary questions and help at every stage. We will definitely continue to cooperate and publish other works in the Obstetrics Gynecology and Reproductive Sciences! Best wishes from, Alla Konstantinovna Politova,
