
Research Article | DOI: https://doi.org/10.31579/2690-1919/285
1 Biotechnology Group, Turgut Pharmaceuticals, İstanbul, Turkey
*Corresponding Author: Dilara Bas, Turgut Pharmaceuticals, Biotechnology Group, İstanbul, Turkey
Citation: Dilara Bas, Emre Burak Erkal, Melis Korkmaz, Ali Recepoglu, Hazal Elitas, Deniz Baycin Demirhan. (2022). Protein A Chromatography Purification for a Monoclonal Antibody from Process Development to Scale-up. J Clinical Research and Reports, 12(2); DOI:10.31579/2690-1919/285
Copyright: © 2022 Dilara Bas. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Received: 24 August 2022 | Accepted: 28 October 2022 | Published: 16 November 2022
Keywords: protein a chromatography; monoclonal antibody; high-throughput screening; design of experiments; scale-up; manufacturing
Monoclonal antibodies have been established as a major product class of biotechnology-based drugs. The increasing demand of monoclonal antibodies has led pharmaceutical companies to adopt efficient production processes. Transferring monoclonal antibody production to the industrial manufacturing requires adequate effort in process development.
The strategy to reduce development time and cost comprises high-throughput process development which is especially central for the rapid optimization of the purification process. Chromatography process is the backbone of the purification process that can deliver high purity but it requires significant resources. Combined with high-throughput process development approach, the chromatography process is easy to develop and scale-up from laboratory to manufacturing scale. Design of experiments helps high-throughput process development workflow to provide decision-support techniques. This approach ensures significantly decreased time and material needs while improving the chromatography process.
Protein A affinity chromatography is one of the most important chromatographic steps because of its great performance and capabilities. Most of the working parameters can be predefined and are identical for several monoclonal antibodies. However, some parameters like elution pH, loading capacity, resin type need further optimization for each monoclonal antibody.
In this study, the loading and elution parameters were screened for Protein A chromatography to identify the best purification conditions using the combination of Design of Experiments and high-throughput process development approach in micro-volume columns. Developed working parameters were used for scale-up and tested under robust process conditions. Specific chromatography conditions were applied in pilot-scale and data comparison was done with micro-volume columns, lab-column scale to validate high-throughput strategy approach
AEX : Anion Exchange Chromatography
CHO: Chinese Hamster Ovary
DoE: Design of Experiments;
DBC: Dynamic Binding Capacity;
HTPD: High-throughput Process Development;
HMW: High Molecular Weight;
HCPs: Host Cell Proteins;
mAbs: Monoclonal Antibody;
MMC: Mixed-Mode Chromatography PA: Protein A;
rPA: Residual Protein A.
Monoclonal antibody (mAb)-based drugs have become great tools to effectively treat many diseases such as cancer, rheumatic diseases, viral diseases, and other nervous system pathologies [1,2]. These are target specific parts of unregulated pathways and interfere with immunological processes [2]. Purification of mAbs is performed on standardized platforms including centrifugation, filtration, chromatography, virus inactivation. During production and purification of mAbs, impurities are encountered which can result from product itself and the process. Product impurities are aggregates and post-translational modifications [3, 4] whereas host cell proteins (HCPs), residual DNA (rDNA) or Protein A are process impurities [4, 5]. Protein A chromatography is the initial capture step in manufacturing of mAbs and process impurities like HCPs and rDNA are generally removed during this step [3, 6, 7]. Protein A purification depends on the highly specific interactions between the Fc region of the mAb and the Protein A resin.
Purification process starts by loading the supernatant to the column at neutral pH. Then, wash step is applied to get rid of impurities such as HCPs, rDNA and the mAb is eluted by decreasing the buffer pH [8]. A process flowchart for a typical Protein A chromatography is shown Figure 1.
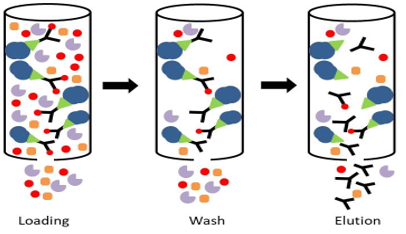
Figure 1: Process Flowchart for Protein A Chromatography
95-99% yield and >70% volume reduction can be achieved through Protein A chromatography. After the capture process, polishing steps like ion exchange chromatography or mixed-mode chromatography (MMC) are applied in the purification platform to remove the remaining impurity traces as well as residual Protein A (rPA) [9, 10].
High-throughput process development (HTPD) defines to increase the number of experiments while using significantly decreased time and material consumption compared to traditional development. Instead of laboratory column scale, the process parameters and sensitivity can be identified by micro-volume columns with high-throughput chromatography approach. With HTPD, Design of Experiments (DoE) is a systematic and efficient method to find optimum process conditions [11]. This combination has been successfully used for characterization of purification step performance with process parameters like working pH, loading percentage and process performance [3]. It also provides a representative model for understanding of manufacturing process.
After the determination of the operating process parameters with high-throughput chromatography approach, lab-scale column trials are applied for optimization and evaluation of the robustness of the process parameters as well as of the impurity levels [12].
Scale-up of chromatographic purification is applied by increasing the column diameter and volumetric flow rate while bed height and linear flow rate are constant. For the determination of the column diameter, production volume and loading volume need to be estimated in order to use optimal volume of the related resin [13]. During this, reproducibility of the process and impurity levels are compared [14]. When scale-up studies are deemed successful by the comparison of scale-up and lab-scale column studies using a full analytical data set, the chromatography process can be considered ready for full-scale manufacturing. General concept of scale-up for mAb chromatography process is shown in Figure 2.

Figure 2: Scale-up strategy for chromatography
The study of parameters such as dynamic binding capacity (DBC), flow rate and type & pH of elution or wash buffers are important for Protein A chromatography design. DBC shows the maximum amount of protein which can be loaded onto the resin. Combination of DBC and flow conditions is useful for avoiding product loss [15]. Other study parameters such as lifetime of the resin, wash buffer condition, cleaning or sanitization procedures are also considered to evaluate of Protein A chromatography process [15,16].
In this work, Protein A resin and parameter screening was performed with HTPD technology. Resin type, loading and elution conditions were identified using combinations with DoE to use scale-up studies. During scale-up studies, different loading strategies were tested to create robust process conditions. Optimized working parameters were applied in pilot-scale and data comparison was done with micro-volume columns and lab-column scale.
1. Protein A Resin and Parameter Screening with High-Throughput Chromatography
Monoclonal antibody, IgG1 (pI: 8 - 8.5), was produced using recombinant Chinese Hamster Ovary (CHO) cells. CHO cells were grown in Mobius® 3L single-use bioreactors (Merck KGaA, Darmstadt, Germany) with the following set points: pH 7 - 7.1, 37 °C, dissolved oxygen between 30-60 % of air. Clarified CHO cell culture supernatant was achieved with Millistak+® Pod Disposable Depth Filter System (Merck KGaA, Darmstadt, Germany) with a concentration of 2.55 mg/ml. Protein A resin and parameter screening parameters were designed with Design Expert Software 12 (Stat-Ease, Inc., Minneapolis, MN). Response surface modeling with L-optimal approach was used. Factors entered in the software were as follows: elution pH (3.20 - 3.60) at 0.1 M acetic acid, loading percentage between 40%-80% and resin type. Responses were set as yield and HCPs. 100 µl (0.5 cm x 0.5 cm) OPUS® PipetColumns (Repligen Corporation) were used for screening with electronic Multipipette® E3x (Eppendorf). PipetColumns, which are also called micro-volume columns, containing eight various types of Protein A (PA) resins were used for screening. During loading step, DBC data was used for each resin from previous studies. Flow rate was 4µl/sec at a residence time of 25 sec. Micro-volume columns were washed with 20 mM sodium phosphate, 1 M NaCl pH 6 and 20mM sodium phosphate pH 7 at 5 CV, respectively.
2. Confirmation Runs with Scale-up Studies
After screening, prediction of implementation deduced from Protein A resin and parameter screenings was done by performing chromatography runs with (1.13 cm x 10 cm) 10 ml pre-packed column and (44 cm x 10 cm) 80 ml packed column. The resin was packed into Vantage® L Laboratory Column (Merck KGaA, Darmstadt, Germany), according to the instruction of the vendor. DBC was performed with related Protein A column at a residence time of 6 minutes. Working template which comes from screening was adapted on both ÄKTA Avant 25 and ÄKTA Avant 150, except elution pH and loading percentage. A different loading percentage for worst-case scenarios was applied in 80 ml packed column, only. The loading strategy is shown in Table 1. CHO supernatant had a concentration of 1.90 mg/ml for 10 ml pre-packed column whereas 1.03 mg/ml for 80 ml packed column.
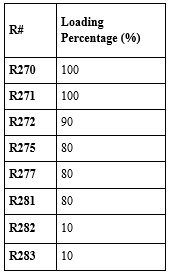
Table 1: The loading strategy plan with loading percentages
3. Pilot-Scale Studies
Two manufacturing scale, called as non-GMP (1) and non-GMP (2), Protein A chromatography runs were conducted with Mobius® Flex Ready Solution using Smart Flexware™ Assemblies for Chromatography. CHO cells were grown in Mobius® 200 L single-use bioreactors (Merck KGaA, Darmstadt, Germany). Supernatants from two bioreactors were used for Protein A chromatography. Clarification was performed with Mobius® FlexReady Solution for Large Scale Clarification (Merck KGaA, Darmstadt, Germany) with a concentration of 0.94 mg/ml and 1.19 mg/ml, respectively. Prepacked column (Repligen Corporation) was used for Protein A chromatography at the pilot-scale production. Manufacturing runs were applied in a similar fashion to the confirmation run template.
4. Analytical Characterization
Nano Drop™ One (Thermo Fisher Scientific) was used to measure mAb concentration using 280 nm. SE-UPLC (Waters Corporation) was performed to measure aggregates, high molecular weight percentage (HMW %) with BEH SEC200 (4.6 x 300 mm. 1.7 µm. 200 Å), (Waters Corporation) and 20 mM Phosphate Buffer, 188 mM NaCl, pH 7.4 mobile phase. Flow rate was 0.25 ml/min and qualified using reference mAb. CHO HCPs were measured using ELISA method using Cygnus kit with sample diluent (Cat. #I028), (#F550, Cygnus Technologies, Southport, NC). Another Cygnus kit (#F600, Cygnus Technologies, Southport, NC) was used to measure residual Protein A .
1. Protein A Resin and Parameter Screening with High-Throughput Chromatography
After designing with the software, a total of 37 experiments were run and analysis were transferred to Analysis of Variance (ANOVA) in the DoE software. During analysis, the target for HCP value was minimized to reduce impurities whereas yield was maximized for the achievement of the process. The importance of responses for both HCP and yield were selected as high (5 point). The supernatant CHO HCP value was 4675243 ppm. The solution from DoE software with desirability was shown in Figure 3.

Figure 3: The solution parameters from DoE for Protein A chromatography
Protein A chromatography is the best first capture step for mAb purification due to high selectivity and yielding high purity. For subtypes of IgG1, Protein A chromatography is preferable [17]. Increased usage of Protein A resins has resulted in the emergence of variety of Protein A resins to the market. Therefore, evaluation of the performance of Protein A resins has become very important.
The aim of Protein A resin screening was to find the best resin type amongst eight different Protein A resins using micro-volume columns. This study helped to select the suitable resin type for the relevant-mAb. Protein A resins comprise of a base matrix and ligands which are classified as native or recombinant, extracted from Staphylococcus aureus or expressed in Escherichia coli, respectively [18]. The type of the base matrix and Protein A ligand is very essential for Protein A chromatography. The results showed that the best resin type is PA 5 for the mAb used in this study. PA 5 has an agarose-based base matrix. It gives high stability, binding capability, and reduction of impurities (HCPs) during purification [19].
Elution of the product from Protein A resin, which is essentially the reverse process of binding, was carried out using a low pH buffer. pH elution affects the binding sites directly by reducing their affinity. This principle is the most common way to elute the mAb from the resin. During the screening of elution conditions, pH value range was kept narrow to find the best elution condition that is suitable for the base matrix and Protein A ligand.
The feed composition effect on Protein A resin impacts HCPs. Also, the number of HCPs is associated with the resin life-time performance. After loading the column, HCP clearance is maximized with washing steps. First, washing buffer with high ionic strength was applied for HCPs reduction. Then, second wash was applied with neutral pH and low ionic strength to maximize clearance without disrupting the interaction between mAb and Protein A ligand [1].
The results showed that resin type is significantly affecting the process (p < 0>
Parameter screening of the purification process for mAbs requires the consideration of many parameters like removal of impurities and ready suitability of large-scale production. DoE offered screening, optimization, and design of robust parameters. After 37 experiments, the best parameters for Protein A chromatography were selected as in the range for DoE analysis as following: 0.1 M acetic acid pH 3.2. During the selection of best parameters, removal of impurities and yield was considered. Experimental template with results is given in Supplementary Data.
Supplementary Data

Experimental template with results for Protein A Resin and Parameter Screening
2. Confirmation Runs with Scale-up Studies
Firstly, the solution offered by the DoE software was performed with a 10 ml pre-packed column (1.13 cm x 10 cm). During the confirmation run, residence time was selected as 6 minutes since back pressure in the column may occur during loading if a shorter residence time is used, which may lead to product loss at the industry scale. Therefore, DBC was calculated at a residence time of 6 minutes before the confirmation runs, as it depends on residence time, based on product loading time and flow-rate. In industrial scale, product loading is applied as between 70-80% of their DBC due to safety factor and protection of resin life-time [20]. The results showed that confirmation runs results were similar for, HCPs, HMW% and yield (Figure 4) meaning that the designed model is suitable for process development platform.
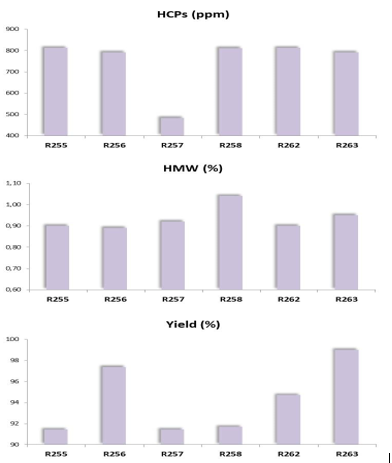
Figure 4: The confirmation runs results for 10 ml pre-packed column (1.13 cm x 10 cm)
The manufacturing scale purification process has limitations affecting the production capacity. For chromatography, these limitations are overcome by controlling the working pH, flow rate, temperature, and buffer volume [21]. Loading percentage is the major consideration since it is defining the process performance and the quality of the mAb. Therefore, a different loading strategy was performed with 80 ml packed column (44 cm x 10 cm) to overcome this limitation. This work-process can be also called a “worst-case scenario”.
The results for 80 ml packed column (44 cm x 10 cm) shown in Figure 5 demonstrated that loading percentage should be considered because it affects the production plant in means of mAb-based drug yield per batch and manufacturing costs. Thus, the manufacturing scale of a specific mAb should be designed stable considering loading percentage.
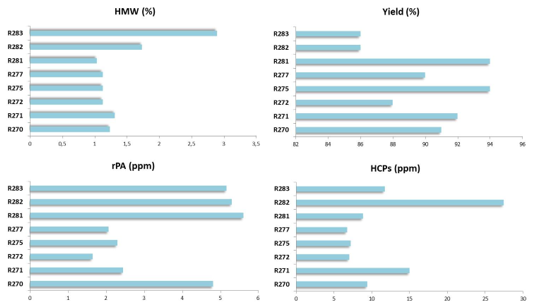
Figure 5: The results for different loading percentages in Protein A chromatography
Scale-up process has some considerations for the manufacturing of mAbs. For purification, the usage of endotoxin free components and implementation of viral clearance steps are the key factors of the manufacturing, and they should be controlled and monitored for scale-up studies.
Chromatography process has other considerations during scale-up. The chromatographic resins should be chemically and physically robust and easy to clean. The resin life-time should also be determined for purification safety [25, 26].
Column packing at the pilot scale has some disadvantages; since higher pressure drops, and foaming can occur because the resin is agitated during the packing. Bed height instability is also another concern. Prepacked columns are easy to set up, validate and clean during the pilot-scale production. Therefore, a prepacked column was used for Protein A chromatography at pilot-scale [27].
Pilot-scale chromatography systems are automated systems with sensors, air detectors and valves. These systems may increase dead volumes which can affect the yield achieved when compared with the purification step at small-scales [27]. This issue was observed in 200 L non-GMP (2) Cycle 2- Yield (84%).
The increasing demand of mAb-based pharmaceuticals have led the development of Protein A chromatography to become very crucial. For this reason, it is very essential to develop an effective process in a fast manner. Using micro-volume columns combined with DoE provided screening of Protein A resins and parameters in a short time. In this study, firstly, Protein A resin and parameter screening was performed to be used in a unique mAb production. PA 5 resin which has an agarose-based base matrix was selected as a suitable resin with the parameters of 0.1 M acetic acid pH 3.2. These conditions were applied from the laboratory scale to the pilot-scale for Protein A chromatography. Comparability between laboratory scale and pilot-scale was also observed. HTPD strategy was combined with DoE, Protein A resin and parameters were found for efficient Protein A chromatography. The purpose of confirmation runs was to scout appropriate parameters for manufacturing scale. Therefore, these runs were performed before scaling up. Protein A resin and parameters were found to be suitable for scaling up. Regarding to this, non-GMP studies were achieved successfully to produce unique mAb
The authors thank Ahmet Emin Atik, Yiğit Erdemgil and Zeynep Zülfiye Yıldırım Keleş for the analytical characterization support. Special thanks are given to the Chairman of the Board and General Manager Tunç Turgut from Turgut Pharmaceuticals.
The authors have no conflicts of interest to declare.
Dear Editorial Team, Clinical Medical Reviews and Reports. My experience with the journal was highly positive. The peer-review process was rigorous, constructive, and completed in a timely manner. The reviewers provided valuable comments that helped improve the quality and clarity of our manuscript. The editorial office was professional, responsive, and supportive throughout all stages of the publication process. Communication was clear and efficient, and any questions were addressed promptly. Overall, I found the journal to maintain high scientific standards and an excellent publication workflow. I would be pleased to consider submitting future work to this journal. Best wishes from, Elena Popa.

It was my pleasure to submit my testimonial concerning the Reviewer Board of our Scientific Journal “Brain and Neurological Disorders”. The Reviewers focused on some modifications and their contribution was helpful. The ladies of our Editorial Office were also supported my efforts. It was my honor to have such a co-operation and I am looking forward for more collaboration.

Dear Grace Pierce, Editorial Coordinator of Journal of Clinical Research and Reports, Thank you for the speedy and efficient peer review process. I appreciate the fact that your peer reviewers do not take months to respond like with some other journals. I would also like to thank the editorial office for responding quickly to my questions. It is an excellent journal. I plan to submit more manuscripts in the future. Best wishes from, Robert W. McGee

Dear Grace Pierce, Editorial Coordinator of Journal of Clinical Research and Reports, Working with you and your team on our recent publication in JCRR has been a truly wonderful and enjoyable experience. The responses were prompt, and the reviewers were patient, constructive, and highly professional. One reviewer in particular gave me the feeling that a professor was carefully reading and commenting on my coursework, which was deeply touching. The entire process was straightforward and hassle‑free, with no tedious online forms to complete. I highly recommend this journal. Best wishes from, DR Aibing Rao, Head of R&D

I Appreciate the Opportunity to Share my Experience with the Journal of Clinical Research and Reports. The peer review process was timely and constructive, and the feedback provided helped improve the quality of our manuscript. The editorial office was professional, responsive, and supportive throughout the process, ensuring smooth communication and efficient handling of the submission. Overall, it was a positive experience collaborating with your team.

Dear Mercy Grace, Editorial Coordinator of Obstetrics Gynecology and Reproductive Sciences, We would like to express our gratitude for your help at all stages of publishing and editing the article. The editors of the magazine answer all the necessary questions and help at every stage. We will definitely continue to cooperate and publish other works in the Obstetrics Gynecology and Reproductive Sciences! Best wishes from, Alla Konstantinovna Politova,
