
Research Article | DOI: https://doi.org/10.31579/2693-7247/124
*Corresponding Author: Ashwin Singh Chouhan, Jai Narain Vyas University (New Campus), Jodhpur, Rajasthan India.
Citation: Ashwin S. Chouhan, (2023), New Methods and Technology of Pharmaceutical Packaging in the Future, J. Pharmaceutics and Pharmacology Research, 6(3); DOI:10.31579/2693-7247/124
Copyright: © 2023, Ashwin Singh Chouhan. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Received: 23 March 2023 | Accepted: 30 March 2023 | Published: 08 April 2023
Keywords: pharmaceutical packaging; materials; recent advances; food products; methods; technology
Pharmaceutical packaging may be defined as the science, art and technology of enclosing or protecting products from distribution, storage, sale and usage including printed material employed in the finishing of a pharmaceutical product. We conducted this research paper by observing the different types of reviews, as well as conducting and evaluating literature review papers. The packaging can be defined as an economical means of providing presentation, protection, identification information, containment, convenience and compliance for a product during storage, carriage, display and until the product is consumed. Packaging must provide protection against climatic conditions biological, physical and chemical hazards and must be economical. The packaging of pharmaceutical a product is very important with regard to its stability, acceptance of the patient, transport, etc. There will always scope for advancement and improvement of pharmaceutical packaging.
Pharmaceutical packaging may be defined as the science, art and technology of enclosing or protecting products from distribution, storage, sale and usage including printed material employed in the finishing of a pharmaceutical product. It’s absolutely necessary to select the right package for a product; because the container or the package forms an integral part of the product. This is true not only for pharmaceutical products, but also for food products, consumer durables or electronic devices. The basic purpose of packaging is to protect the integrity, purity, potency and quality of the product. Packaging is, therefore, a technology and a science, which deals with the study of materials and methods used to pack the product; and also the knowledge of the machinery used for packing the product. In the manufacture, storage, and marketing of pharmaceutical products, package design and packaging are of paramount importance. This is so, because a faulty or defective packaging system can lead to destabilization of a drug, causing serious, untoward or toxic manifestation in the patient. Packaging is important in material handling, storage and transportation. A drug may become totally useless or even toxic, of the container reacts with the contents, regardless of how well the product is formulated.
Packaging must provide protection against climatic conditions biological, physical and chemical hazards and must be economical. Stability of the product throughout the shelf life. Package should provide adequate information related to the contents including legal requirements, route of administration, storage conditions, batch number, expiry date, and manufacturers name and address and product license number. Package should assist in patient compliance. Package should preferably have an aesthetically acceptable design. The primary packaging consist of those packaging components which have a direct contact with the product (i.e. bottle, cap, cap liner, label etc.) The main functions of the primary package are to contain and to restrict any chemical, climatic or biological or occasionally mechanical hazards that may cause or lead to product deterioration. Packaging must also function as a means of drug administrations. The packaging external to the primary package is known as the secondary packaging. The secondary packaging mainly provides the additional physical protection necessary to endure the safe warehousing and for refill packaging.
Ideal qualities of a pharmaceutical packaging
Types of packaging materials
The following materials are used for the construction of containers and closures.
Advances in pharmaceutical packaging
Cypak's advanced medication monitoring and report card systems
This is an advanced packaging technology can enable to patients to communicate with healthcare professionals through printed technology. This record the time and data that a pill was taken based on when it is removed from its blister pack. This allows the patients to log their feedback on side effects and treatment efficacy and upload it. This technology holds significant potential for new levels of patient-doctor interface to workout best treatment plan. Sensor-based packaging concepts are best applied in clinical trials. This helps in drug development to establish whether a drug is ineffective or simply not being taken properly.
Cypak’s advanced medication technology is used in targeting clinical trials market, as poor date resulting from non-compliance can be financially devastating in this context [1].

Figure 1: Cypak's advanced medication monitoring and report card systems.
Burgopak's sliding cr blister pack
Burgopak healthcare and technology- won the award for the “Most Innovative Child Resistant Packaging Design” at the Pharmapack Paris exhibition. The Burgopak's sliding CR blister pack can only be opened by applying force at two different points on the packaging.
The blister pack and leaflets are coordinated with the outer box, which insures the product is never separated from its packaging [2].

Figure 2: Burgopak's Sliding CR Blister Pack.
Pharma small hands resistant (shr): a re-closed and tear resistant carton
A reclosable and tear-resistant carton is ideal for highly toxic drugs. Stora Enso and Bosch launched Pharma small hands resistant (SHR). Stora Enso Pharma SHR is a child restraint reclosable carton. It is ideal for highly toxic drugs and it is easy to use for senior adults. It is tested with the highest F=1 rating in the US. It is an innovative paperboard package system it only requires simple squeeze and pull manoeuvre [3].

Figure 3: Pharma Small Hands Resistant (SHR): A re-closed and tear Resistant Carton.
The Silenor® PatientStarter Kit features
The Silenor®Patient Starter Kit features a novel carton design that when opened resemble a bedroom completewith bed and nightstand. Containedwithin the design is a seven count unit dose carded blister, removable from the design to enable portability and convenience. To support patient compliance and adherence, the bed carton design contains a literature pocket, housing the medication guide, the Sleep -Saver™Program prescription discountcard, and a multi-panel color leaflet completewith instructions on taking Silenor®, description of side effects, guides to enrolling in the Sleep -Saver™ program including website and tollfree number, as well as additional information on insomnia treatment. (Compliance Prompting, 2010)

Figure 4: The Silenor® Patient Starter Kit features
Eco-FriendlyPharma Packaging
Environmental considerations must not lead to any compromise on a package'ssafety or accessibility. New pharmaceutical packaging concepts are beginning to emerge that addressenvironmental concerns withoutsacrificing packaging advancesmade in the last decade
Ecoslide-RX sustainable compliance packaging
Folding Box Company and Legacy Pharmaceutical Packaging launched their Ecoslide - RX sustainable compliance packaging.
The pack is made from 100% recycled material,using unbleached paperboard and a clay-coated surface designed to house blisterpackaging with a minimum of unsustainable film and foil.
The slide package meets all the modern expectations for child-resistance and accessibility for seniors, but doesn't require heat sealing in the manufacturing process, reducing both costs and energy usage [4].
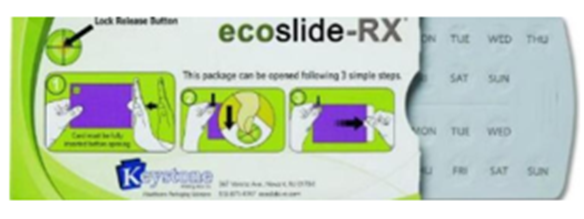
Figure 5: Ecoslide-RX sustainable compliance packaging
Prefilled syringes
Advantages and driving factors of prefilled syringes
Self-filling a syringe can be a cumber-some process, which is not only slow but can also result in incorrect dosages and spillages. The availability of prefilled syringes introduced both convenience and accuracy to self- administered drugs. The increased use of prefilled syringes is not only following the general consumertrend of a growing demand for convenient and easy-to-use products – it is also driven by the pharmaceutical producersas a consequence of improved safety and the reduction in drug overfills [5].
Packaging against counterfeiting
AS per FDA - counterfeit drugs account for 10% of all medication in the US. EU believes between 1% and 3% of medicines. Latest developments are fluorescent labels,packaging with laser surface authentication, which can be identified through a unique code , and near field communication (NFC) tags [6].
In India for instance,drug companies have been sending their medicines to overseas markets including an obligatory sport barcode on their outermostpackaging, started in October 2011.
These are distinct aspects to deciphering and de- complexifying the counterfeit pharmaceutical supply chain. One that is probablymore in use today by almost all pharmaceutical companiesworldwide is the Product-Based tracking methodology which incorporates the use of high technology system to identify counterfeit products in the market.
These technologies include Tamper-evident packaging, holographic, bar codes and the more recent RFID.
It is true that a security device on packaging components provides no assurance as to authenticity of the contents, which mayhave been substituted or adulterated.
Security device alone do not reduce counterfeits, but are designed to make them easier to detect.
Classification of Anti-Counterfeit Technologies Overt (Visible) Features:
Overt features are intended to enable end users to verify authenticity of a pack. Such features will normally be prominently visible,and difficult or expensive to reproduce.
The lists of overt features are follows:
Holograms:
Optically VariableDevices (OVD):
Colour ShiftingSecurity Inks and Films
Security Graphics
Sequential ProductNumbering
On-Product Marking
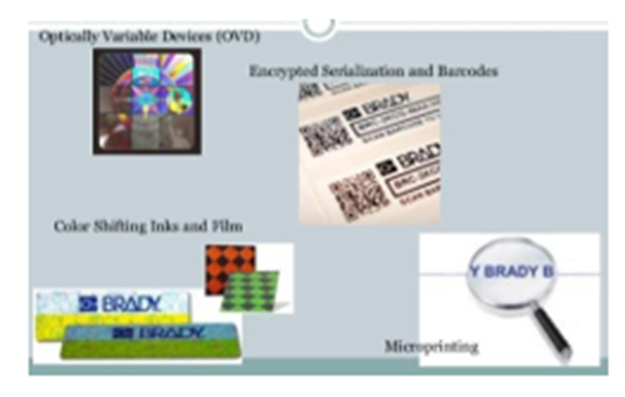
Figure 6: Overt (Visible) Features
Covert (Hidden) Features
The purpose of a covert feature is to enable the brand owner to identify counterfeited product.The general public will not be aware of its presence nor have the means to verify it. If compromised or publicized, more covert features will lose some security value. The list of Covert features includes:

Figure 7: Covert (Hidden) Features
Forensic markers:
There is a wide range of high technology solutions which require laboratory testing or dedicated filed test kits to scientifically prove authenticity of the products.The list includes:
Serialization/Track and Trace technologies
A number of Track and Trace applications are under development for the pharmaceutical sector. These involveassigning a unique identity to each stock unit during manufacture, which then remains with it through the supplychain until its consumption [7].

Figure 8: Serialization Track/trace Technology, RFID, Topography - Authentic & Counterfeit product
Tamper Resistant Packaging
The requirement for tamper resistantpackaging is now one of the major considerations in the development of packaging for pharmaceutical products.Tamper resistant packageis one having an indicatorto entry in which, if missing, can reasonably be expected to provide visibleevidence to consumers that tampering has occurred. FDA approves the following configurations as tamper resistant packaging: Film wrappers, Blister package, Strip package, Bubble pack, Shrink seals, and bands Oil, paper, plastic pouches, Bottle seals, Tape seals, Breakable caps, and Aerosol containers.
Advancement in Pharmaceutical Packaging
The TalkingPackaging
There are two developments in talking packaging at this moment. The “TalkPack ” from Wipak Walsrode GmbH in Germany, a system , which can be invisibly integrated into any printed image on any packaging material, but needs a special scanning pen. A recent development by VTT Technical Research Centre of Finland using tags with NFC (Near Field Communication) based technology connectedto NFC- enabled mobile phones to download text, audio or web page productinformation, which can be played back on their handset [8].

Figure 9: Talk Pack-Wipac
A special pen-shaped reader is used to retrieve the stored information and to replay it as audio files and render speech, music or sounds audible and thus the consumer can obtain information on the manufacturer, brand, shelf-life or other information. Talk Pack does not require any RFID or microchips. The dot code is simply printed on top of images and texts using a special varnish. This technology can be used with all printingtechnologies and package types. Dispensing caps or Functional caps - store dry or liquid supplements separately from the water-released by the consumer they form energy or vitamindrink or sometimesa medicinal drink. Everything from pharmaceuticals to nutraceuticals, can be packed and properlydosed by a dispensed cap [9].
Recent changesand development in Inhalers (MID, pMID, DPI, nebulizers)
Hydrofluoroalkane (HFA) propellant replacing the chlorofluorocarbon (CFC) due to concerns about the latter’s damaging effect on the ozone layer. The US Food and Drug Administration (FDA) have ruled that no CFC MDIs will be sold in the US after 2008. As a result of the requirement to use HFA propellants, challenges arose with respect to re- designing formulation, valves, and actuators and conducting clinical trials.The elastomeric components in existing meteringvalves are generallyincompatible with HFA propellants, and some surfactant.

Figure 10: Dispensing cap
DPI devicesare categorized as Single-unit dose inhalers in which each doseis loaded into the device before use (Aerolizer™, Novartis; Handihaler™, Boehringer Ingelheim) and Multidose reservoir inhalers in which a large supply of drug is pre- loaded into the device (Turbuhaler ™ or Flexhaler ™, AstraZeneca; Twisthaler ™, Schering-Plough). Multiunitdose inhalers in which several single doses are individually sealed and discharged each time the device is actuated (Diskus™, GlaxoSmithKline). The Aerolizer uses separate single-dose capsuleswhile the Flexhaler, Diskus, and Twisthaler all have dose indicators. In contrast, pMDIs do not have anindependent means by which to monitor the number of doses remaining in the device, the FDA issued guidelines that recommended manufacturers integrate.
Diskus Inhaler Technique
Device innovators and manufacturers were honored as AANMA’s first innovative technology award at the 15th annual Allergy & Asthma Day Capitol Hill on Thurs., A DISKUS® is a dry-powder inhaler that holds 60 doses. It features a built-in counter, so that you always know how many doses you have left in it. First dry powder inhaler that simplifies asthma care by combining an inhaled corticosteroid with a long-acting bronchodilator in one device [10].
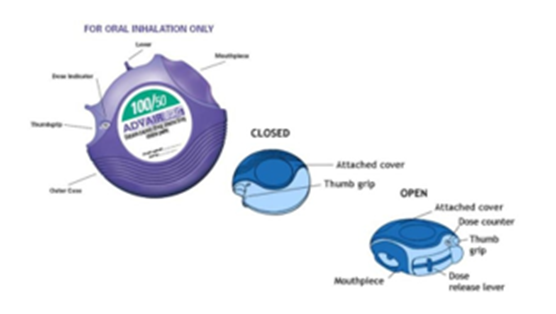
Figure 11: Diskus Inhaler
Recent Technical Advancements in Parenteral packaging Blow-Fill-Seal Technology
It is developed in Europe in the 1930s and introduced in the US in the 1960s, has emerged as a preferred method for aseptic packaging of pharmaceutical and healthcare products due to unrivalled flexibility in containerdesign, overall productquality, product output and low operational costs.

Figure 12: Blow fills seal process
Blow-Fill-Seal Vs. Conventional AsepticProcessing
Uninterrupted sequence
Applications
Blow-fill-seal technology is commonly used for ophthalmic and respiratory drugs,and it is also beingemployed for Parenteral and dental and veterinary products. Since blow-fill-seal technology is suitable for unit dose, its use is increasingas more and more companiesmove to single-use packages. Processoperates at low temperatures and incorporates several fill systems,allowing flexibility in terms of the volatility and viscosity of products that can be packaged.
There are two types of blow-fill-seal packaging:
1]The Micro Dose package 2] TheTwist- Tip vial

Figure 13: (a) Micro Dose Package (b) The Twist Tip Vial
These packages are made using a modified blow- fill-seal process. One of the more recent advancements in blow-fill-seal technology is the abilityto insert sterilepackaging components into the containerto make it a multiusecontainer [11].
Syreen Prefilled Syringe Design
Environmental awareness is even starting to extend to the syringe market. It replaces glass with cyclic olefin polymer (COP). This material has allowed secondary packaging altogether as the COP design forms its own outer shell. The ability of packed syringes to clip into place eliminates the need for packaging materials like cardboard.

Figure 14: Syreen Prefilled Syringe Design.
Stora Enso – PHARMA Ddsi Wireless
This technology is based on conductive ink on a carton board-based blister inlay, which is connected to a cellular module embedded in the package.
Even voice and sound-based packaging system have been developed to help blind and illiterate patients take their medicines safely.

Figure 15: Stora Enso- Pharma DDSI Wireless.
Robotics in Pharmaceutical Packaging:
In many instances robotics are utilized to automate the existing manual processsuch as loading a cartoners, horizontal form fill seal machines or blister machines. In these cases, the advantages include increased speed, efficiency and as increaseto overall equipmenteffectiveness (OEE), Other advantages may lead to reduced cost, reduced injury and eliminating re-work. Robots extremely accurate and repeatable. They operate 24/7 and, with optionslike vision and line tracking,can verify placementof product and track movement of continuous motion machines to keep up with production speed.
Robotic cells typically offer a very small foot printcompared with other type of packaging equipment. At the same time, these cells offer a generouswork envelope, allowingthe installed equipmentto handle multiplepackaging lines. A typical roboticloading assembly, or collating system uses a foot print less than 3’ x 3’. Even a dual cell palletizer, typically a large robotic packagingmachine, only occupies less than 12’x 10’ of floor space. In addition to small foot print, robotic packaging lines can save space by using a single robotic cell for multiple functions, eliminating the need for additional equipment. For example, a robotic case packing and palletizing cell can be created that both loads products into cases but also places the filled cases on a pallet, reducingthe equipment and space required.
We conducted this research paper by observing the different types of reviews, as well as conducting and evaluating literature review papers.
The packaging can be defined as an economical means of providing presentation, protection, identification information, containment, convenience and compliance for a product during storage, carriage, display and until the product is consumed. Packaging must provide protection against climatic conditions biological, physical and chemical hazards and must be economical. Pharmaceutical packaging is a multiphase broad process which is classified into primary, secondary and tertiary level. Presently, numerous advancements and changes are taken into consideration for product safety, stability and patient’s compliances. An important role of pharmaceutical packaging is to transform the formulation into an attractive and marketable product. So many issues regarding the pharmaceutical product like stability, sale, patient compliance etc are related with the packaging and in regard to this; present review is done on the various advancements in the packaging techniques and selection of packaging material. The review details several of the recent pharmaceutical packaging trends that are impacting packaging industry, and offers some predictions for the future.
Packaging should provide protection, identification, information, convenience and compliance for a productduring storage, carriage,display and until such time the product is consumed. A thorough background about the product, the market, the distribution system and other facilities available has to be considered while selecting a packaging material. Pharmaceutical packaging should look into concerned issues like child safety, patient compliance,patient traceability, tamperingand diversion of pharmaceutical products. Now, major additional concerns of drug counterfeiting. Considerable steps have to be taken to ensure packaging traceability. Some manufacturers have affixed the use of barcodes to pharmaceutical products.Tracing pharmaceuticals right from their origin at a chemical plant to the patient beside may be attainable when Radio Frequency Identification (RFID) is embedded throughout the pharmaceutical packaging and makes it easier to ensure that the product is authentic and thereby improves the efficiency of drug supply chain. Advanced integrated robotic systems are becoming more and more common in packaging lines for a wide variety of applications and at the same time it lowers costs, reducesrisks, and shortens times.
The packaging of pharmaceutical products is very important with regard to its stability, acceptance of the patient, transport, etc. There will always scope for advancement and improvement of pharmaceutical packaging. Therefore, new techniques like Cypak’s advanced medication, Syreen prefilled syringe design, etc. Seems to be promising in pharmaceutical product packaging. In recent decades, pharmaceutical packaging technology has been an important technique in the pharmaceutical industry. After formulation, the next step is packaging. It is an important process in pharmaceuticals because it provides protection for products, identification & protection against physical damage and also gives compliance with the products & improves patient compliance. Some other better research will go into packaging for better results and pharmaceutical companies are increasingly working to improve productivity and reduce costs in their manufacturing and packaging operations. It gives good quality packs& good sales & also economical results. Expanding markets and innovative marketing strategies have led to an increased demand for packaging products. Pharmaceutical packaging will be a multiphase broad process which is classified into primary, secondary and tertiary levels. Presently, numerous advancements and changes will take into consideration product safety, stability and patient compliance. An important role of pharmaceutical packaging is to transform the formulation into an attractive and marketable product.
We thankful way to all of the honest and extraordinarily supporting pals for his or her assist and assist for the finishing touch of work. Last however now no longer the least, we grateful to all folks who cooperated and helped me immediately or circuitously to perform this work.
Ethical approval turned into now no longer required for this letter. All facts used are publicly accessible.
There have been no outside reasserts’ of investment for this research.
Nil.
All authors are, do now no longer record any conflicts of hobby with inside the writing of this letter.
The first authors developed the proposal, undertook the literature search and review, and then collect and analyse the data under supervision of my respective advisers. The second author gives constructive comments and guidance and work with the main author with respect to the research objective.
Dear Editorial Team, Clinical Medical Reviews and Reports. My experience with the journal was highly positive. The peer-review process was rigorous, constructive, and completed in a timely manner. The reviewers provided valuable comments that helped improve the quality and clarity of our manuscript. The editorial office was professional, responsive, and supportive throughout all stages of the publication process. Communication was clear and efficient, and any questions were addressed promptly. Overall, I found the journal to maintain high scientific standards and an excellent publication workflow. I would be pleased to consider submitting future work to this journal. Best wishes from, Elena Popa.

It was my pleasure to submit my testimonial concerning the Reviewer Board of our Scientific Journal “Brain and Neurological Disorders”. The Reviewers focused on some modifications and their contribution was helpful. The ladies of our Editorial Office were also supported my efforts. It was my honor to have such a co-operation and I am looking forward for more collaboration.

Dear Grace Pierce, Editorial Coordinator of Journal of Clinical Research and Reports, Thank you for the speedy and efficient peer review process. I appreciate the fact that your peer reviewers do not take months to respond like with some other journals. I would also like to thank the editorial office for responding quickly to my questions. It is an excellent journal. I plan to submit more manuscripts in the future. Best wishes from, Robert W. McGee

Dear Grace Pierce, Editorial Coordinator of Journal of Clinical Research and Reports, Working with you and your team on our recent publication in JCRR has been a truly wonderful and enjoyable experience. The responses were prompt, and the reviewers were patient, constructive, and highly professional. One reviewer in particular gave me the feeling that a professor was carefully reading and commenting on my coursework, which was deeply touching. The entire process was straightforward and hassle‑free, with no tedious online forms to complete. I highly recommend this journal. Best wishes from, DR Aibing Rao, Head of R&D

I Appreciate the Opportunity to Share my Experience with the Journal of Clinical Research and Reports. The peer review process was timely and constructive, and the feedback provided helped improve the quality of our manuscript. The editorial office was professional, responsive, and supportive throughout the process, ensuring smooth communication and efficient handling of the submission. Overall, it was a positive experience collaborating with your team.

Dear Mercy Grace, Editorial Coordinator of Obstetrics Gynecology and Reproductive Sciences, We would like to express our gratitude for your help at all stages of publishing and editing the article. The editors of the magazine answer all the necessary questions and help at every stage. We will definitely continue to cooperate and publish other works in the Obstetrics Gynecology and Reproductive Sciences! Best wishes from, Alla Konstantinovna Politova,
